1. Исправить опечатки согласно приложению 1 к настоящим изменениям (обязательному).
2. Дополнить ОСТ приложением 29 (справочным) "Нормативные ссылки".
3. Исключить из обозначения документов по стандартизации по всему тексту стандарта, в том числе и в приложениях, две последние цифры (год утверждения документа).
4. П. 1.1.10. Первую фразу изложить в редакции: "В зависимости от параметров (расчетного давления и температуры стенки) и характера рабочей среды ..." и далее по тексту.
В третьей фразе исключить слово "расчетные".
В примечании исключить слово "расчетными".
В таблице 1, в графе 3 вместо "Расчетная температура, °С" записать "Температура стенки, °С".
Рис. 1, в названии вместо "расчетной температуры (t)" записать "температуры стенки (t)".
5. П. 1.4.2. Рис. 2 "г" заменить на:
 | |
| 586 × 678 пикс. Открыть в новом окне | |
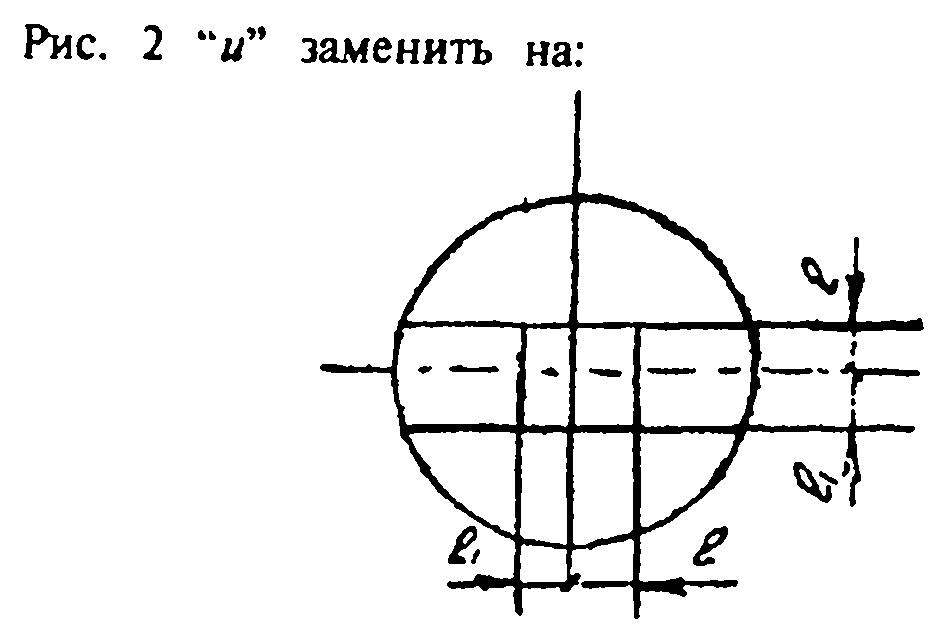
Рис. 2 "и" заменить на:
 | |
| 942 × 641 пикс. Открыть в новом окне | |
6. П. 2.3.1. Записать в редакции: "Электросварные трубы не допускается применять в трубных пучках теплообменных аппаратов ..." и далее по тексту.
7. П. 2.4.4., третий абзац. После слов "Методика контроля" дополнить "и оценка качества" и далее по тексту.
8. П. 2.7.6. Перечень марок сталей дополнить сталью марки "30Х". Дополнить пункт примечанием: "Испытания на ударный изгиб при рабочей температуре проводятся только для шпилек".
9. П. 3.4.2. Конец пункта изложить в редакции: "... но не более 3 мм, а для двухслойных сталей со стороны плакирующего слоя смещение стыкуемых кромок должно соответствовать величинам, указанным в табл. 14".
10. П. 3.5.1. Дополнить примечанием: "Это ограничение не распространяется на фланцы эмалированных и гуммированных сосудов, а также в случае применения спирально-навитых прокладок с ограничительными кольцами".
11. П. 3.6.4. Исключить последний абзац (из перечисления).
12. П. 3.6.5. Записать в редакции: "Для контроля на герметичность при наличии облицовочной гильзы необходимо ..." и далее по тексту.
13. П. 3.7.14. Исключить.
14. П. 3.10.8. Дополнить примечанием: "В "сосудах, выполняемых из двухслойной стали, скос осуществляется со стороны основного слоя".
15. П. 3.10.11. Исключить слова: "для нестандартного оборудования".
16. П. 3.12.1. Исключить подпункт "в".
Предложение "Данное требование не распространяется на отбортованные рубашки" перенести в подпункт "б".
В подпункте "г" исключить слова "азотной кислоты".
17. П. 3.12.3. После стали марки "20Х2М" записать: "подвергнутые сварке" и далее по тексту.
18. П. 5.3.2., первый абзац. Первое предложение дополнить: "...металл шва коррозионностойкого# слоя вышеуказанных марок в сварных соединениях из двухслойных сталей".
19. П. 5.4.2. Изложить в новой редакции: "Форма, размеры и количество образцов должны соответствовать ГОСТ 6032".
20. П. 5.11.5. Второй абзац исключить.
21. П. 6.1.1. Второе перечисление дополнить: "запасные части (согласно указаниям в технической документации)".
22. П. 6.1.5. В последней фразе исключить слова "согласно требованиям проекта".
23. П. 6.2.2. Вместо ГОСТ 6.37 записать: "Положению о порядке составления, оформления и рассылки технической и товаросопроводительной документации на товары, поставляемые для экспорта" МВЭС СССР.
24. П. 7.1.6. Подпункт "в" записать в редакции: "нанести несмываемой краской отличительную окраску на строповые устройства".
В подпункте "е" исключить слово "вертикальных".
Дополнить пункт примечанием: "Отметки центра масс выполняются по черт. 12 ГОСТ 14192. Причем, когда координаты центра тяжести изделия и груза, отправляемого без упаковки в тару совпадают, то Знак нанести один раз с 2-х сторон, а когда не совпадают, Знак нанести дважды с 2-х сторон. При этом, к Знаку, определяющему координаты "Центра масс", дополнительно нанести буквы "ЦМ".
25. П. 7.2.7. Вместо ссылки на РТМ 26-02-59 записать РД 24.202.03.
Дополнить пункт примечанием: "Окраска является защитной на время транспортирования, хранения и монтажа в течение не менее 24 месяцев со дня отгрузки с предприятия-изготовителя".
26. П. 7.3.1. Вместо слов "техническим условиям" записать "технической документации".
27. П. 7.3.4., третий абзац. Исключить ссылку на ГОСТ 26014.
28. П. 10.1.1., первый абзац. Ссылку на ГОСТ 9929 заменить на ГОСТ 27601.
29. П. 10.1.11., первый абзац. Изложить в новой редакции: "Фланцы корпусов распределительных камер, крышек на Ру 1 МПа (10 кгс/см2) и более, а также фланцы аппаратов, одна или две полости которых работают при температуре 300°С и более, должны быть выполнены приварными встык".
30. П. 10.1.14. Изложить в новой редакции:
"Расположение (шаг) труб в трубных решетках принимается: по вершинам равносторонних треугольников - для типов Н и К; по вершинам квадратов или равносторонних треугольников - для типов П и У.
Шаг отверстий для труб, мм:
21 - для труб диаметром 16,
26 - для труб диаметром 20,
32 - для труб диаметром 25,
48 - для труб диаметром 38,
70 - для труб диаметром 57".