Группа В09
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Дата введения 01.07.1992
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1 РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР
РАЗРАБОТЧИКИ
С.И.Рудюк, канд. техн. наук; Ю.В.Филонов, канд. техн. наук; В.Ф.Коваленко, канд. техн. наук; В.А.Ена, канд. техн. наук; Г.П.Мастепанова (руководитель работы); В.А.Гудыря
РАЗРАБОТЧИКИ
С.И.Рудюк, канд. техн. наук; Ю.В.Филонов, канд. техн. наук; В.Ф.Коваленко, канд. техн. наук; В.А.Ена, канд. техн. наук; Г.П.Мастепанова (руководитель работы); В.А.Гудыря
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 26.04.91 N 591
3. ВЗАМЕН ГОСТ 26877-86
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер приложения |
| ГОСТ 8.051-81 | 3 |
| ГОСТ 162-90 | 2 |
| ГОСТ 164-90 | 2 |
| ГОСТ 166-89 | 2 |
| ГОСТ 427-75 | 2 |
| ГОСТ 577-68 | 2 |
| ГОСТ 2879-88 | 4 |
| ГОСТ 3749-77 | 2 |
| ГОСТ 5378-88 | 2 |
| ГОСТ 6507-90 | 2 |
| ГОСТ 7502-80 | 2 |
| ГОСТ 8026-75 | 2 |
| ГОСТ 10965-86 | 2 |
| ГОСТ 11358-89 | 2 |
| ТУ 2-034-225-87 | 2 |
ВНЕСЕНА поправка, опубликованная в ИУС N 5, 2005 год
Настоящий стандарт устанавливает методы измерения отклонений, формы блюмов, слябов, листов, ленты, полосы, рулона, прутков, труб, профилей горячекатаных и гнутых, катанки и проволоки из черных и цветных металлов и сплавов.
Термины и пояснения отклонений формы металлопродукции приведены в приложении 1.
Термины и пояснения отклонений формы металлопродукции приведены в приложении 1.
1. СРЕДСТВА ИЗМЕРЕНИЯ
Для измерения отклонений формы применяют стандартизированные ручные средства измерения, приведенные в приложении 2, а также нестандартизованные автоматические, приведенные в приложении 3.
Допускается применять другие средства измерения, прошедшие госиспытания или метрологическую аттестацию в органах государственных или ведомственных служб и удовлетворяющие по точности требованиям настоящего стандарта.
Допускается применять другие средства измерения, прошедшие госиспытания или метрологическую аттестацию в органах государственных или ведомственных служб и удовлетворяющие по точности требованиям настоящего стандарта.
2. ПОДГОТОВКА К ИЗМЕРЕНИЮ
2.1. Для измерения отклонения формы металлопродукцию укладывают на плоскую поверхность, например, поверочную плиту или стеллаж.
2.2. Металлопродукция на плоскости должна лежать свободно без воздействия каких-либо внешних сил, например, нажима, натяжения, кручения, если в стандартах на конкретный вид проката не установлены другие требования.
2.2. Металлопродукция на плоскости должна лежать свободно без воздействия каких-либо внешних сил, например, нажима, натяжения, кручения, если в стандартах на конкретный вид проката не установлены другие требования.
3. ПРОВЕДЕНИЕ ИЗМЕРЕНИЙ
3.1. Отклонения от плоскостности и прямолинейности измеряют на всей длине металлопродукции или на длине 1000 мм, если в стандартах на конкретный вид проката не установлены другие требования.
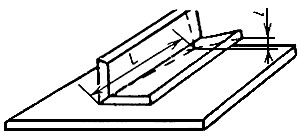
3.2. Волнистость, коробоватость и прогиб определяют по наибольшему значению
между плоской поверхностью и нижней поверхностью металлопродукции или между верхней поверхностью и прилегающей плоскостью или прямой, параллельной плоской поверхности.
Измерения проводят одним из способов:
1) с помощью приложенной к торцу металлопродукции в вертикальном положении измерительной линейки, штангенглубиномера или щупа (черт.1 и 2);
Черт.1
 | |
| 398 × 169 пикс. Открыть в новом окне | |
Измерения проводят одним из способов:
1) с помощью приложенной к торцу металлопродукции в вертикальном положении измерительной линейки, штангенглубиномера или щупа (черт.1 и 2);
Черт.1
 | |
| 550 × 222 пикс. Открыть в новом окне | |
Черт.1
Черт.2
Черт.2
 | |
| 550 × 327 пикс. Открыть в новом окне | |
Черт.2
2) с помощью прилегающей к верхней поверхности жесткой стальной линейки и измерительной линейки, расположенной вертикально (черт.3);
Черт.3
Черт.3
 | |
| 369 × 170 пикс. Открыть в новом окне | |
Черт.3
3) с помощью прилегающей к верхней поверхности натянутой стальной струны и измерительной линейки, расположенной вертикально (черт.4);
Черт.4
Черт.4
 | |
| 550 × 247 пикс. Открыть в новом окне | |
Черт.4
4) индикатором, укрепленным на кронштейне и перемещающимся параллельно плоскости расположения металлопродукции.
Волнистость, коробоватость и прогиб выражаются в миллиметрах или процентах на нормируемую длину.
Длина волны выражается в миллиметрах.
При необходимости определяют длину волны (
) измерением расстояния между точками прилегания поверхности к металлопродукции с помощью измерительной стальной линейки (черт.1).
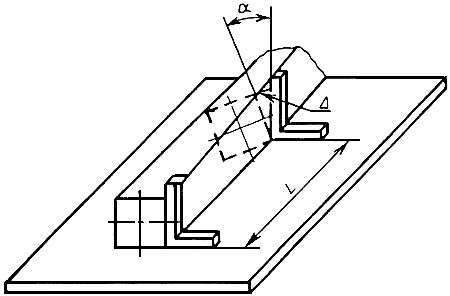
3.3. Скручивание измеряют в любой плоскости на нормируемом расстоянии
от базового поперечного сечения.
Металлопродукцию укладывают так, чтобы одна из ее сторон в базовом поперечном сечении соприкасалась с плоской поверхностью.
1) измеряют значение отставания
поперечного сечения от плоской поверхности с помощью измерительной линейки или щупа (черт.5 и 6);
Черт.5
Волнистость, коробоватость и прогиб выражаются в миллиметрах или процентах на нормируемую длину.
Длина волны выражается в миллиметрах.
При необходимости определяют длину волны (
 | |
| 334 × 233 пикс. Открыть в новом окне | |
3.3. Скручивание измеряют в любой плоскости на нормируемом расстоянии
| | |
| 334 × 233 пикс. Открыть в новом окне | |
Металлопродукцию укладывают так, чтобы одна из ее сторон в базовом поперечном сечении соприкасалась с плоской поверхностью.
1) измеряют значение отставания
| | |
| 398 × 169 пикс. Открыть в новом окне | |
Черт.5

Черт.5
Черт.6
Черт.6
 | |
| 301 × 138 пикс. Открыть в новом окне | |
Черт.6
2) измеряют значение отставания
поперечного сечения металлопродукции от прилегающей плоскости с помощью угольника, лежащего одной стороной на плоской поверхности, и измерительной линейки или щупом (черт.7).
Черт.7
| | |
| 398 × 169 пикс. Открыть в новом окне | |
Черт.7
 | |
| 450 × 296 пикс. Открыть в новом окне | |
Черт.7
Угол скручивания
поперечного сечения металлопродукции относительно базового поперечного сечения может быть измерен также угломером.
Скручивание выражается в миллиметрах или градусах на нормируемую длину.
 | |
| 401 × 153 пикс. Открыть в новом окне | |
Скручивание выражается в миллиметрах или градусах на нормируемую длину.
3.4. Разнотолщинность определяется как разность наибольшего  и наименьшего
и наименьшего  значения толщины металлопродукции или ее элементов на заданном расстоянии от кромок (черт.8 и 9).
значения толщины металлопродукции или ее элементов на заданном расстоянии от кромок (черт.8 и 9).
Черт.8
Черт.8
 | |
| 64 × 212 пикс. Открыть в новом окне | |
Черт.8
Черт.9
Черт.9
 | |
| 188 × 135 пикс. Открыть в новом окне | |
Черт.9
Измерения проводят микрометром, штангенциркулем, толщиномером и стенкомером и выражают в миллиметрах.
3.5. Выпуклость и вогнутость определяется наибольшим расстоянием между поверхностью металлопродукции и прилегающей горизонтальной или вертикальной плоскостью в любом поперечном сечении по длине изделия (черт.10).
Черт.10
3.5. Выпуклость и вогнутость определяется наибольшим расстоянием между поверхностью металлопродукции и прилегающей горизонтальной или вертикальной плоскостью в любом поперечном сечении по длине изделия (черт.10).
Черт.10
 | |
| 122 × 109 пикс. Открыть в новом окне | |
Черт.10
Выпуклость и вогнутость измеряют с помощью угольника и измерительной линейки или щупом и выражают в миллиметрах.
3.6. Кривизна (серповидность) определяется наибольшим расстоянием между поверхностью металлопродукции и приложенной линейкой или натянутой струной (черт.11).
Черт.11
 | |
| 600 × 224 пикс. Открыть в новом окне | |
Черт.11
Кривизну и серповидность измеряют линейкой или щупом и выражают в миллиметрах на нормируемую длину.
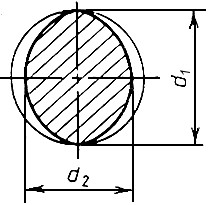
3.7. Овальность определяется как половина разности наибольшего
и наименьшего
диаметров в одном поперечном сечении (черт.12).
Черт.12
Кривизну и серповидность измеряют линейкой или щупом и выражают в миллиметрах на нормируемую длину.
3.7. Овальность определяется как половина разности наибольшего
 | |
| 124 × 142 пикс. Открыть в новом окне | |
 | |
| 168 × 144 пикс. Открыть в новом окне | |
Черт.12
 | |
| 210 × 205 пикс. Открыть в новом окне | |