Запись следует выполнять по всей длине строки с возможностью (при необходимости) переноса информации на последующие строки.
Информацию по каждому средству технологического оснащения следует разделять знаком «;».
Количество одновременно применяемых единиц технологической оснастки следует указывать после кода (обозначения) оснастки, заключая в скобки, например:
АБВГ ХХХХХХ.ХХХ (2) - сверло 8,5 Р 18;
АБВГ ХХХХХХ.ХХХ (1) - резец проходной Т 15 К 6.
Допускается не указывать количество применяемых единиц технологической оснастки при указании данных в ведомости оснастки (ВО).
4.2.6.14. При операционном описании ТТП (ГТП) запись переменных данных по технологическим режимам следует выполнять после указания переменных данных по технологической оснастке, с новой строки и с указанием служебного символа «Р».
Состав переменных данных по технологическим режимам устанавливает разработчик документов, в каждом случае, применительно к технологическим методам изготовления (ремонта) изделий (составных их частей).
При отсутствии указания переменных данных о технологической оснастке для каждого перехода перед переменными данными по технологическим режимам следует проставлять номер перехода.
4.2.6.15. При необходимости отражения в ВТП (ВТО) дополнительных данных к содержанию операций в виде текстового описания по выполняемым действиям требованиям по изготовлению (ремонту) изделий (составных их частей) и т.п. соответствующую запись информации следует выполнять с новой строки с привязкой к служебному символу «О» после заполнения данных, относящихся к служебному символу «Б» или «Д».
4.2.6.16. Графы форм КТТП/У и ВТП (ВТО) следует заполнять в соответствии с табл. 6.
Таблица 6
Номер графы | Наименование (условное обозначение) графы | Служебный символ | Содержание информации |
1 | - | - | Обозначение служебного символа и порядковый номер строки. Запись выполняют на уровне одной строки, например С01, М02, А03. В целях разделения информации при указании номеров строк от 01 до 09 при условии возможного применения служебного символа «О» допускается перед порядковым номером вместо нуля применять знак «», например 4 |
2 | НПП | С | Номер по порядку изделия (составной его части), изготовляемого (ремонтируемого) по ТТП (ГТП) или ТО (ГО). Правила внесения информации могут быть установлены в соответствии с отраслевыми НТД |
3 | Наименование изделия | С | Наименование изделия детали (сборочной единицы) по основному конструкторскому документу |
4 | Обозначение изделия | С | Обозначение (код) изделия (детали, сборочной единицы) по основному конструкторскому документу |
5 | М | Наименование, сортамент, размер и марка материала, обозначение стандарта, технических условий. Запись данных следует выполнять всегда на второй строке, после служебного символа «С», с разделением информации через косую линию | |
6 | Код | М | Код материала по классификатору |
7 | ЕВ | М, К, Н | Код единицы величины (массы, длины, площади и т.п.) детали (сборочной единицы, изделия) или заготовки по Классификатору СОЕИ |
8 | мд | С, М | Масса детали (сборочной единицы, изделия) по конструкторскому документу |
9 | ЕН | М, Б, К, Е, Н | Единица нормирования, на которую установлена норма расхода материала или норма времени, например 1; 10; 100 |
10 | Н. расх. | М, К, Н | Норма расхода |
11 | КИМ | М | Коэффициент использования материала по ГОСТ 14.004-83 |
12 | Код заготовки | М | Код заготовки по классификатору. Допускается указывать вид заготовки (отливка, поковка, прокат и т.п.) |
13 | Профиль и размеры | М | Профиль и размеры исходной заготовки. Информацию по размерам следует указывать из условия имеющихся габаритных размеров заготовки (высота или толщина, ширина или диаметр, длина), например 10010002500 |
14 | КД | М | Количество деталей, изготовляемых из одной заготовки |
15 | МЗ | М | Масса заготовки |
16 | Цех | А, В, Ш | Номер (код) цеха, в котором выполняют операцию |
17 | Уч. | А, В, Ш | Номер (код) участка, конвейера, поточной линии. Допускается графу не заполнять |
18 | РМ | А, В, Ш | Номер (код) рабочего места. Допускается графу не заполнять |
19 | Опер. | А, В, Ш | Номер операции в технологической последовательности изготовления (ремонта) изделия (составной его части), включая операции технического контроля и перемещений по КТТП или МК |
20 | Код, наименование операции | А, В | Код операции по технологическому классификатору, наименование операции. Допускается код операции не указывать |
21 | Обозначение документа | А, Г | Обозначение документов, инструкций по охране труда, применяемых при выполнении операции. В графе следует указывать только те обозначения документов, которые отсутствуют в МК или КТТП и привязаны к конкретному обозначению изделия (его составной части), например КЭ, в которой содержатся конкретные данные на изделие (его составную часть) одного обозначения |
22 | Код, наименование оборудования | Б, Д | Код оборудования по классификатору, краткое наименование оборудования. Информацию следует указывать через разделительный знак «;». Допускается: - не указывать инвентарный номер, код оборудования; - взамен краткого наименования указывать модель; - не заполнять графу при условии дублирования информации с МК или КТТП |
23 | СМ | Б, Е | В графе следует проставлять условное обозначение (код), выраженное числовым значением и характеризующее степень механизации, применяемой на данной операции, например: - обработка детали вручную - 1; - обработка детали на универсальном металлорежущем станке - 2; - обработка детали на металлорежущем станке с ЧПУ - 3; - обработка детали на агрегатном станке - 4; - обработка детали на автоматической линии - 5. Обязательность заполнения устанавливается на отраслевом уровне |
24 | Проф. | Б, Е | Код профессии по классификатору ОКПДТР |
25 | Р | Б, Е | Разряд работы, необходимой для выполнения операции |
26 | УТ | Б, Е | Код условий труда (форма и система оплаты труда и условия труда) по классификатору ОКПДТР и код вида нормы |
27 | КР | Б, Е | Количество исполнителей, занятых при выполнении операции |
28 | КОИД | Б, Е, Ш | Количество одновременно изготавливаемых деталей. Примечание. При выполнении операций перемещения следует указывать объем грузовой единицы (количество деталей в таре) |
29 | ОП | Б, Е, Ш | Объем производственной партии в штуках. Примечание. При выполнении операций перемещения в графе следует указывать объем транспортной партии (количество грузовых единиц перемещаемых одновременно) |
30 | Кшт | Б, Е | Коэффициент штучного времени при многостаночном обслуживании. При одностаночном обслуживании Кшт = 1 |
31 | Тпз | Б, Е, Ш | Норма подготовительно-заключительного времени на операцию. Допускается указывать норму штучно-калькуляционного времени (Тшт.к) |
32 | Tшт | Б, Е, Ш | Норма штучного времени на операцию. Допускается указывать расценки при указании в графе 31 Тшт.к |
33 | - | Т | Данные о применяемой технологической оснастке |
34 | - | Р | Переменные данные по технологическим режимам |
35 | Тв | Р | Норма вспомогательного времени на переход |
36 | То | Р | Норма основного времени на переход |
37 | Наименование детали, сб. единицы или материала | К, М, Л | Наименование деталей, сборочных единиц, материалов, применяемых при выполнении операции |
38 | Обозначение, код | К, М, Н | Обозначение деталей, сборочных единиц по конструкторским документам или материалов по классификатору |
39 | ОПП | К, М, Н | Обозначение подразделения (склада, кладовой и т.п.), откуда поступают комплектующие детали, сборочные единицы или материалы; при разработке - куда поступают |
40 | КИ | К, М, Н | Количество деталей, сборочных единиц, применяемых при сборке изделия; при разборке - количество получаемых |
41 | - | С, М, В, Г, Д; Е, Т, Р, Ш, Л, Н | Графы для особых указаний. Порядок заполнения граф и обязательность заполнения устанавливаются в отраслевых НТД |
Примечания:
1. Графы 16 - 18 следует заполнять при наличии переменной информации.
2. Обязательность заполнения граф 29 - 32 и 38 - 40 устанавливается отраслевыми НТД.
4.2.6.17. Размеры граф форм следует выбирать в соответствии с табл. 7 исходя из шага печатающих устройств 2,6 мм.
Таблица 7
Номер графы | Формы документов | Наименование (условное обозначение) графы | Обозначение служебного символа | Размер графы, мм | Кол. знаков |
1 | 1, 1а | - | - | 13,0 | 5 |
2, 2а | 13,0 | 5 | |||
3, 3а | 13,0 | 5 | |||
4, 4а | 15,6 | 6 | |||
5, 5а | 13,0 | 5 | |||
6, 6а | 15,6 | 6 | |||
7, 7а | 13,0 | 5 | |||
2 | 2, 2а | НПП | С | 20,8 | 8 |
3, 3а | С | 28,6 | 11 | ||
4, 4а | С | 20,8 | 8 | ||
5, 5а | С | 28,6 | 11 | ||
6, 6а | С | 20,8 | 8 | ||
7, 7а | С | 26,0 | 10 | ||
3 | 2, 2а | Наименование изделия | С | 98,8 | 38 |
3, 3а | С | 59,8 | 23 | ||
4, 4а | С | 114,4 | 44 | ||
5, 5а | С | 59,8 | 23 | ||
6, 6а | С | 114,4 | 44 | ||
7, 7а | С | 59,8 | 23 | ||
4 | 2, 2а | Обозначение изделия | С | 62,4 | 24 |
3, 3а | С | 65,0 | 25 | ||
4, 4а | С | 62,4 | 24 | ||
5, 5а | С | 65,0 | 25 | ||
6, 6а | С | 59,8 | 23 | ||
7, 7а | С | 65,0 | 25 | ||
5 | 2, 2а | - | М | 273,0 | 105 |
3, 3а | М | 153,4 | 59 | ||
4, 4а | М | 270,4 | 104 | ||
5, 5а | М | 153,4 | 59 | ||
6 | 2, 2а | Код | М | 33,8 | 13 |
3, 3а | М | 52,0 | 20 | ||
4, 4а | М | 33,8 | 13 | ||
5, 5а | М | 39,0 | 15 | ||
7 | 1, 1а | ЕВ | К, М | 13,0 | 5 |
2, 2а | М | 13,0 | 5 | ||
3, 3а | М | 10,4 | 4 | ||
4, 4а | М | 10,4 | 4 | ||
5, 5а | М | 28,6 | 11 | ||
6, 6а | К, М | 10,4 | 4 | ||
7, 7а | Н, М | 13,0 | 5 | ||
8 | 2, 2а | МД | М | 20,8 | 8 |
3, 3а | М | 26,0 | 10 | ||
4, 4а | М | 18,2 | 7 | ||
5, 5а | М | 20,8 | 8 | ||
6, 6а | С | 20,8 | 8 | ||
7, 7а | С | 18,2 | 7 | ||
9 | 1, 1а | ЕН | Б | 18,2 | 7 |
1, 1а | К, М | 13,0 | 5 | ||
2, 2а | М, Б | 13,0 | 5 | ||
3, 3а | М, Е | 13,0 | 5 | ||
4, 4а | М | 13,0 | 5 | ||
5, 5а | М | 13,0 | 5 | ||
6, 6а | К, М | 13,0 | 5 | ||
7, 7а | Н, М | 13,0 | 5 | ||
10 | 1, 1а | Н. расх. | К, М | 20,8 | 8 |
2, 2а | М | 20,8 | 8 | ||
3, 3а | М | 31,2 | 12 | ||
4, 4а | М | 20,8 | 8 | ||
5, 5а | М | 31,2 | 12 | ||
6, 6а | К, М | 20,8 | 8 | ||
7, 7а | Н, М | 20,8 | 8 | ||
11 | 2, 2а | КИМ | М | 18,2 | 7 |
3, 3а | М | 20,8 | 8 | ||
4, 4а | М | 18,2 | 7 | ||
5, 5а | М | 20,8 | 8 | ||
12 | 2, 2а | Код заготовки | М | 39,0 | 15 |
3, 3а | М | 52,0 | 20 | ||
4, 4а | М | 41,6 | 16 | ||
5, 5а | М | 39,0 | 15 | ||
13 | 2, 2а | Профиль и размеры | М | 75,4 | 29 |
3, 3а | М | 62,4 | 24 | ||
4, 4а | М | 75,4 | 29 | ||
5, 5а | М | 75,4 | 29 | ||
14 | 2, 2а | КД | М | 18,2 | 7 |
3, 3а | М | 18,2 | 7 | ||
4, 4а | М | 18,2 | 7 | ||
5, 5а | М | 18,2 | 7 | ||
15 | 2, 2а | МЗ | М | 20,8 | 8 |
3, 3а | М | 20,8 | 8 | ||
4, 4а | М | 20,8 | 8 | ||
5, 5а | М | 20,8 | 8 | ||
16 | 1, 1а | Цех | А | 10,4 | 4 |
2, 2а | А | 10,4 | 4 | ||
3, 3а | В | 10,4 | 4 | ||
4, 4а | Ш | 10,4 | 4 | ||
5, 5а | Ш | 10,4 | 4 | ||
6, 6а | Ш | 10,4 | 4 | ||
7, 7а | Ш | 10,4 | 4 | ||
17 | 1, 1а | Уч. | А | 10,4 | 4 |
2, 2а | А | 10,4 | 4 | ||
3, 3а | В | 18,2 | 7 | ||
4, 4а | Ш | 10,4 | 4 | ||
5, 5а | Ш | 18,2 | 7 | ||
6, 6а | Ш | 10,4 | 4 | ||
7, 7а | Ш | 15,6 | 6 | ||
18 | 1, 1а | РМ | А | 10,4 | 4 |
2, 2а | А | 13,0 | 5 | ||
3, 3а | В | 10,4 | 4 | ||
4, 4а | Ш | 13,0 | 5 | ||
5, 5а | Ш | 10,4 | 4 | ||
6, 6а | Ш | 10,4 | 4 | ||
7, 7а | Ш | 10,4 | 4 | ||
19 | 1, 1а | Опер. | А | 13,0 | 5 |
2, 2а | А | 13,0 | 5 | ||
3, 3а | В | 13,0 | 5 | ||
4, 4а | Ш | 28,6 | 11 | ||
5, 5а | Ш | 28,6 | 11 | ||
6, 6а | Ш | 28,6 | 11 | ||
7, 7а | Ш | 28,6 | 11 | ||
20 | 1, 1а | Код, наименование операции | А | 75,4 | 29 |
2, 2а | А | 72,8 | 28 | ||
3, 3а | В | 101,4 | 39 | ||
21 | 1, 1а | Обозначение документа | А | 153,4 | 59 |
2, 2а | А | 153,4 | 59 | ||
3, 3а | Г | 153,4 | 59 | ||
22 | 1, 1а | Код, наименование оборудования | Б | 166,4 | 64 |
2, 2а | Б | 119,6 | 46 | ||
3, 3а | Д | 153,4 | 59 | ||
23 | 1, 1а | СМ | Б | 10,4 | 4 |
2, 2а | Б | 10,4 | 4 | ||
3, 3а | Е | 10,4 | 4 | ||
24 | 1, 1а | Проф. | Б | 18,2 | 7 |
2, 2а | Б | 18,2 | 7 | ||
3, 3а | Е | 18,2 | 7 | ||
25 | 1, 1а | Р | Б | 13,0 | 5 |
2, 2а | Б | 10,4 | 4 | ||
3, 3а | Е | 10,4 | 4 | ||
26 | 1, 1а | УТ | Б | 13,0 | 5 |
2, 2а | Б | 13,0 | 5 | ||
3, 3а | Е | 13,0 | 5 | ||
27 | 1, 1а | КР | Б | 13,0 | 5 |
2, 2а | Б | 10,4 | 4 | ||
3, 3а | Е | 10,4 | 4 | ||
28 | 2, 2а | КОИД | Б | 13,0 | 5 |
3, 3а | Е | 13,0 | 5 | ||
4, 4а | Ш | 13,0 | 5 | ||
5, 5а | Ш | 20,8 | 8 | ||
6, 6а | Ш | 13,0 | 5 | ||
7, 7а | Ш | 20,8 | 8 | ||
29 | 2, 2а | ОП | Б | 13,0 | 5 |
3, 3а | Е | 13,0 | 5 | ||
4, 4а | Ш | 20,8 | 8 | ||
5, 5а | Ш | 26,0 | 10 | ||
6, 6а | Ш | 23,4 | 9 | ||
7, 7а | Ш | 26,0 | 10 | ||
30 | 1, 1а | Кшт. | Б | 20,8 | 8 |
2, 2а | Б | 13,0 | 5 | ||
3, 3а | Е | 13,0 | 5 | ||
31 | 2, 2а | Тп.з. | Б | 18,2 | 7 |
3, 3а | Е | 18,2 | 7 | ||
4, 4а | Ш | 18,2 | 7 | ||
5, 5а | Ш | 18,2 | 7 | ||
6, 6а | Ш | 18,2 | 7 | ||
7, 7а | Ш | 18,2 | 7 | ||
32 | 2, 2а | Тшт | Б | 20,8 | 8 |
3, 3а | Е | 20,8 | 8 | ||
4, 4а | Ш | 20,8 | 8 | ||
5, 5а | Ш | 20,8 | 8 | ||
6, 6а | Ш | 20,8 | 8 | ||
7, 7а | Ш | 20,8 | 8 | ||
33 | 2, 2а | - | Т | 273,0 | 105 |
3, 3а | Т | 153,4 | 59 | ||
4, 4а | Т | 270,4 | 104 | ||
5, 5а | Т | 153,4 | 59 | ||
6, 6а | Т | 270,4 | 104 | ||
7, 7а | Т | 150,8 | 58 | ||
34 | 1, 1а | - | Р | 273,0 | 105 |
2, 2а | Р | 234,0 | 90 | ||
3, 3а | Р | 114,4 | 44 | ||
4, 4а | Р | 231,4 | 89 | ||
5, 5а | Р | 114,4 | 44 | ||
6, 6а | Р | 231,4 | 89 | ||
7, 7а | Р | 111,8 | 43 | ||
35 | 2, 2а | Тв | Р | 18,2 | 7 |
3, 3а | Р | 18,2 | 7 | ||
4, 4а | Р | 18,2 | 7 | ||
5, 5а | Р | 18,2 | 7 | ||
6, 6а | Р | 18,2 | 7 | ||
7, 7а | Р | 18,2 | 7 | ||
36 | 2, 2а | То | Р | 20,8 | 8 |
3, 3а | Р | 20,8 | 8 | ||
4, 4а | Р | 20,8 | 8 | ||
5, 5а | Р | 20,8 | 8 | ||
6, 6а | Р | 20,8 | 8 | ||
7, 7а | Р | 20,8 | 8 | ||
37 | 1, 1а | Наименование детали, сб. единицы или материала | К, М | 119,6 | 46 |
6, 6а | К, М | 135,2 | 52 | ||
7, 7а | Л, М | 150,8 | 58 | ||
38 | 1, 1а | Обозначение, код | К, М | 75,4 | 29 |
6, 6а | К, М | 59,8 | 23 | ||
7, 7а | Н, М | 65,0 | 25 | ||
39 | 1, 1а | ОПП | К, М | 13,0 | 5 |
6, 6а | К, М | 13,0 | 5 | ||
7, 7а | Н, М | 20,8 | 8 | ||
40 | 1, 1а | КИ | К, М | 18,2 | 7 |
6, 6а | К, М | 18,2 | 7 | ||
7, 7а | Н, М | 18,2 | 7 | ||
41 | 2, 2а | - | С | 91,0 | 35 |
3, 3а | С, М, В, Г, Д, Е, Т, Р | 15,6 | 6 | ||
4, 4а | С | 72,8 | 28 | ||
5, 5а | С, М, Ш, Т, Р | 15,6 | 6 | ||
6, 6а | С | 54,6 | 21 | ||
7, 7а | Ш, Л, Н, М, Т, Р | 18,2 | 7 |
Примечания:
1. Возможное количество знаков вносимой информации на один знак меньше соответствующей ширины графы.
2. Для документов, заполняемых рукописным способом, размеры граф допускается округлять до ближайшего целого числа.
4.2.6.18. Разделение граф следует производить вертикальными отрезками прямой линии длиной 0,5 - 1,5 мм.
При автоматизированном проектировании разделение граф по вертикали и разделение строк по горизонтали следует выполнять наборами соответствующих символов по ГОСТ 27464-87.
Примечания:
1. Допускается разделять графы сплошной вертикальной линией на всю ширину строки.
2. Допускается разделение граф производить не на каждой строке.
3. При применении автоматизированных методов проектирования документов допускается выполнять формы с учетом максимальной возможности размещения печатающих символов на одной строке для различных устройств АЦПУ ЭВМ без разделения строк. Увеличение ширины формата формы документа выполнять за счет изменения размеров граф, не обведенных утолщенной линией 2s.
При автоматизированной разработке с применением максимальной значности печатающих устройств АЦПУ ЭВМ (128 символов) допускается в документах не выполнять крайние вертикальные линии, ограничивающие ширину формата. В этом случае допускается увеличивать отдельную(ные) графу(ы), не предусматривающую(ие) внесение закодированной информации, на два знака.
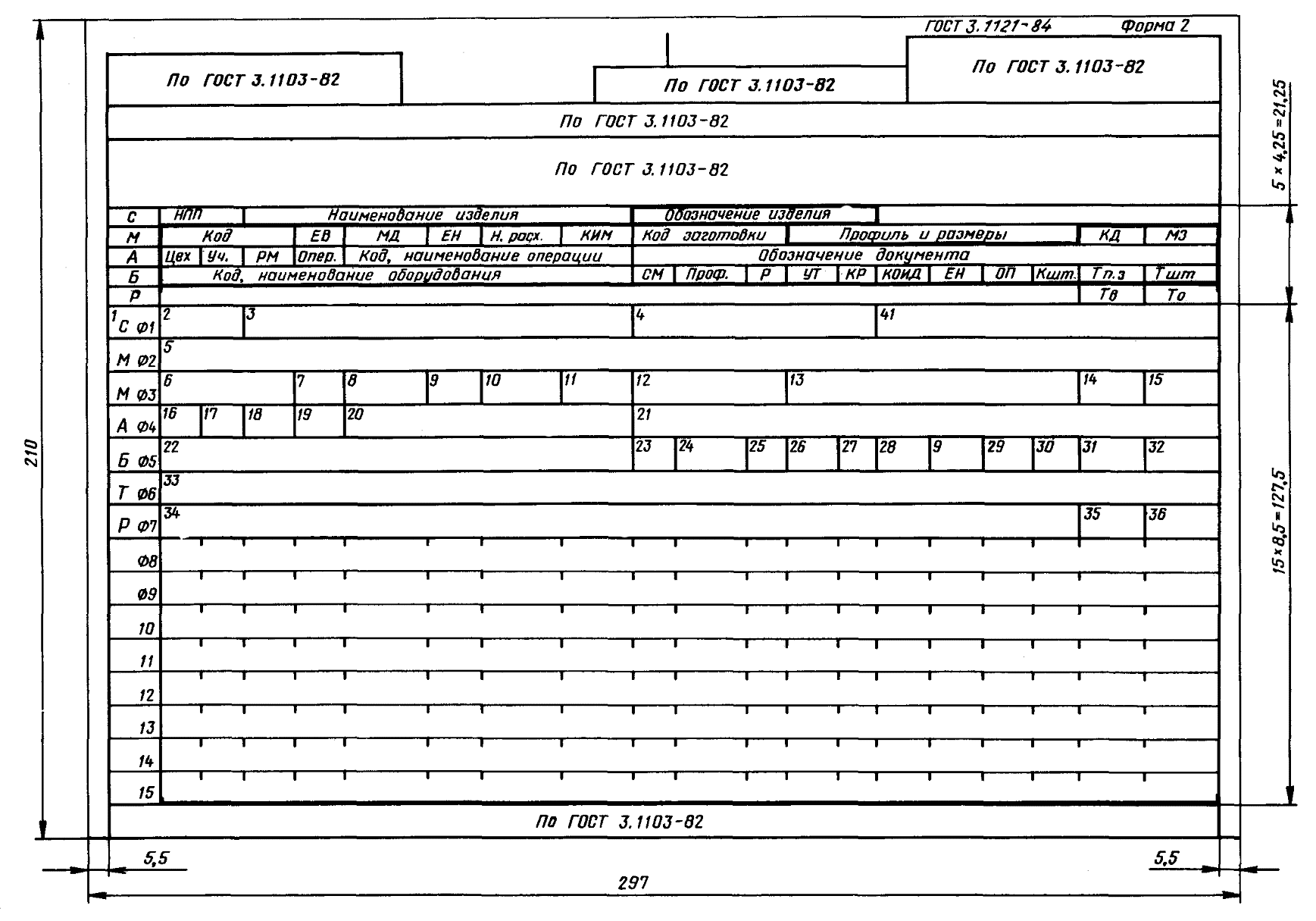
КАРТА ТИПОВОГО (ГРУППОВОГО) ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
(первый или заглавный лист)
 | |
| 1731 × 1256 пикс. Открыть в новом окне | |
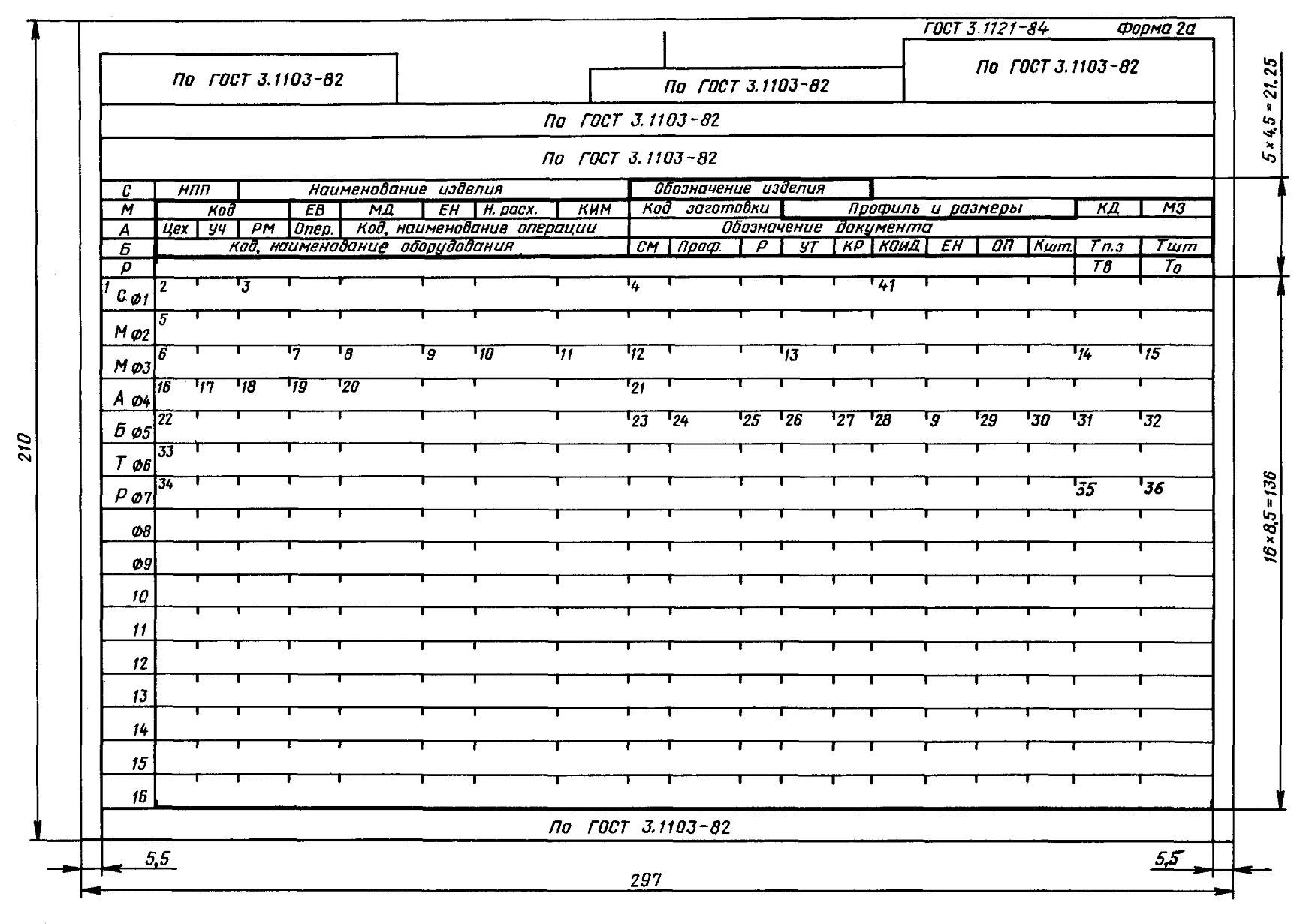
КАРТА ТИПОВОГО (ГРУППОВОГО) ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
(последующие листы)
 | |
| 1739 × 1217 пикс. Открыть в новом окне | |
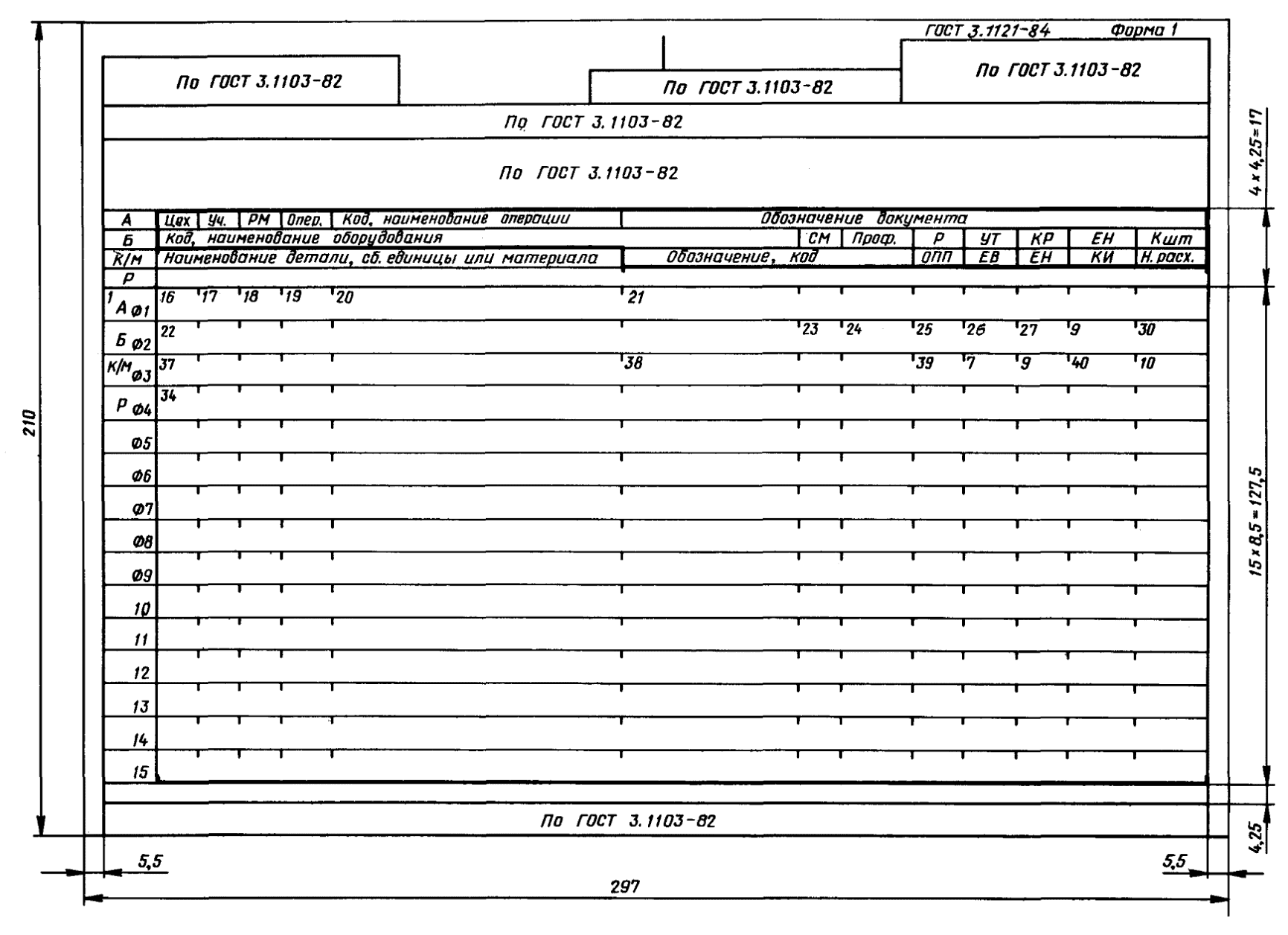
ВЕДОМОСТЬ ДЕТАЛЕЙ К ТИПОВОМУ (ГРУППОВОМУ) ТЕХНОЛОГИЧЕСКОМУ ПРОЦЕССУ (ОПЕРАЦИИ)
(первый или заглавный лист)
 | |
| 1737 × 1215 пикс. Открыть в новом окне | |
ВЕДОМОСТЬ ДЕТАЛЕЙ К ТИПОВОМУ (ГРУППОВОМУ) ТЕХНОЛОГИЧЕСКОМУ ПРОЦЕССУ (ОПЕРАЦИИ)
(последующие листы)
 | |
| 1739 × 1231 пикс. Открыть в новом окне | |
ВЕДОМОСТЬ ДЕТАЛЕЙ К ТИПОВОМУ (ГРУППОВОМУ) ТЕХНОЛОГИЧЕСКОМУ ПРОЦЕССУ (ОПЕРАЦИИ)
(первый или заглавный лист)
 | |
| 1388 × 1817 пикс. Открыть в новом окне | |
ВЕДОМОСТЬ ДЕТАЛЕЙ К ТИПОВОМУ (ГРУППОВОМУ) ТЕХНОЛОГИЧЕСКОМУ ПРОЦЕССУ (ОПЕРАЦИИ)
(последующие листы)
 | |
| 1388 × 1817 пикс. Открыть в новом окне | |
ВЕДОМОСТЬ ДЕТАЛЕЙ К ТИПОВОМУ (ГРУППОВОМУ) ТЕХНОЛОГИЧЕСКОМУ ПРОЦЕССУ (ОПЕРАЦИИ)
(первый или заглавный лист)
 | |
| 1739 × 1208 пикс. Открыть в новом окне | |