Gas-shielded arc welding. Welded joints. Main types, design elements and dimensions
Срок действия с 1 июля 1977 г.
Взамен ГОСТ 14771-69
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитном газе.
Стандарт не устанавливает основные типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов по ГОСТ 16037-80.
2. В стандарте приняты следующие обозначения способов сварки:
ИН - в инертных газах неплавящимся электродом без присадочного металла;
ИНп - в инертных газах неплавящимся электродом с присадочным металлом;
ИП - в инертных газах и их смесях с углекислым газом и кислородом плавящимся электродом;
УП - в углекислом газе и его смеси с кислородом плавящимся электродом.
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
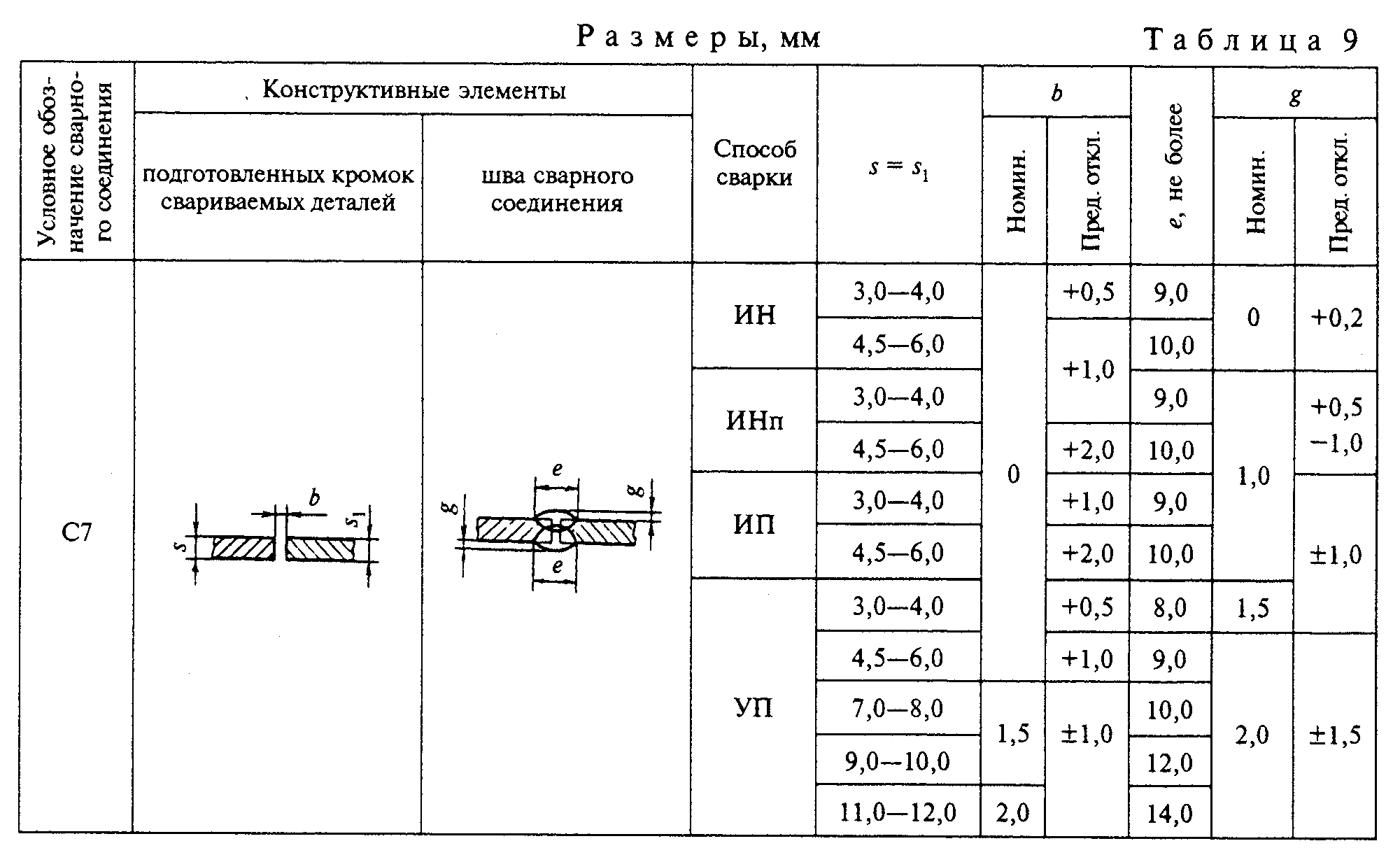
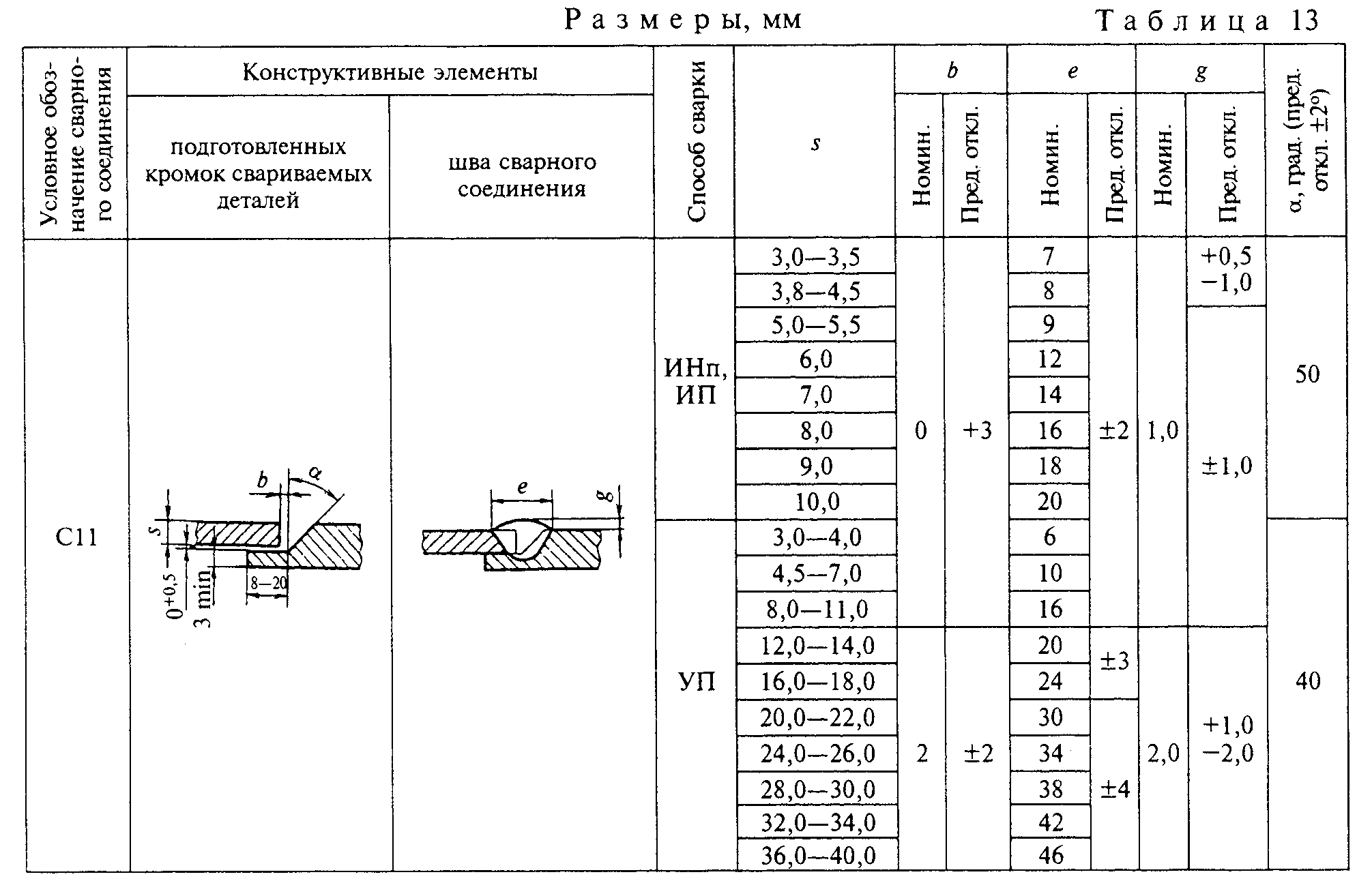
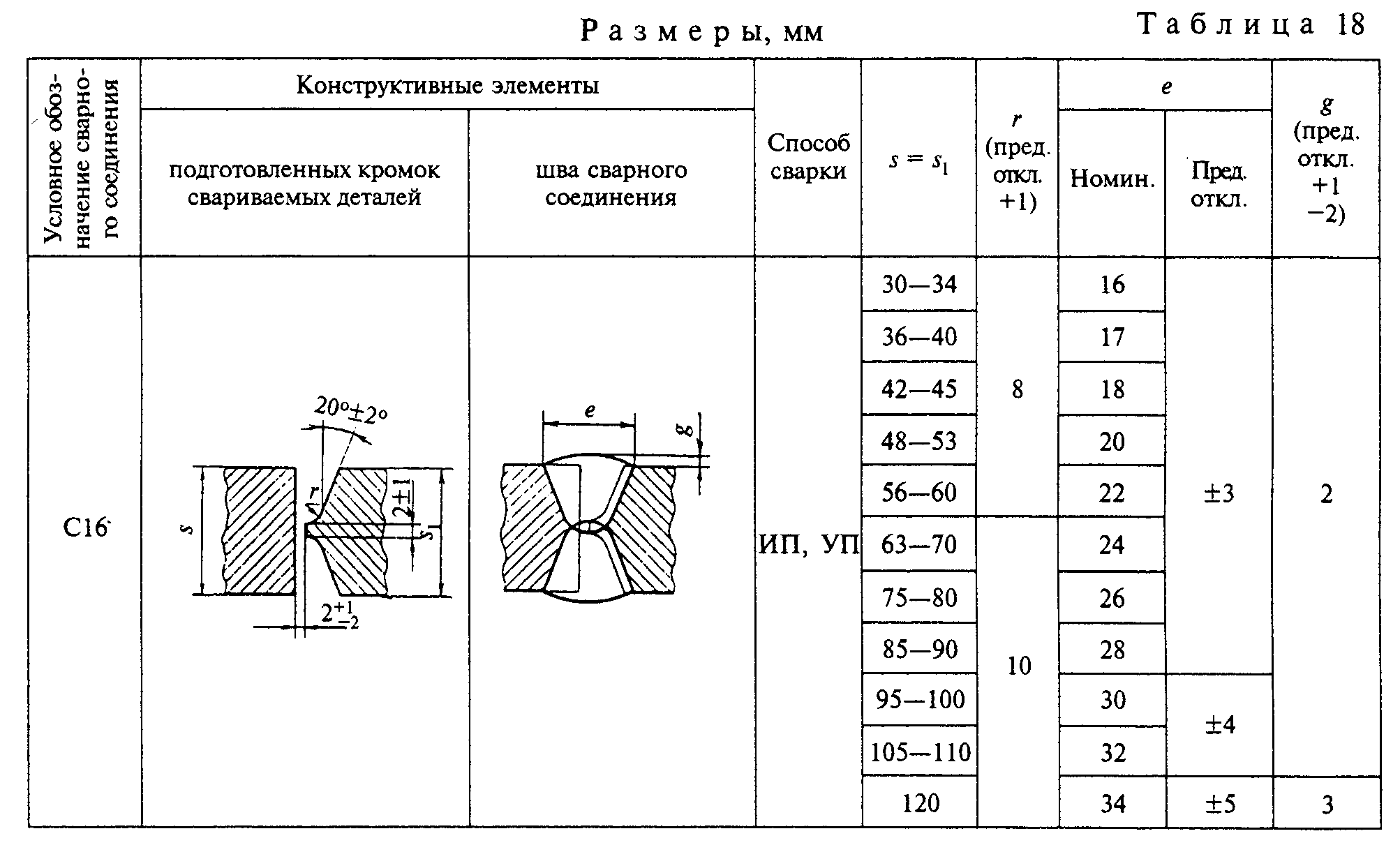
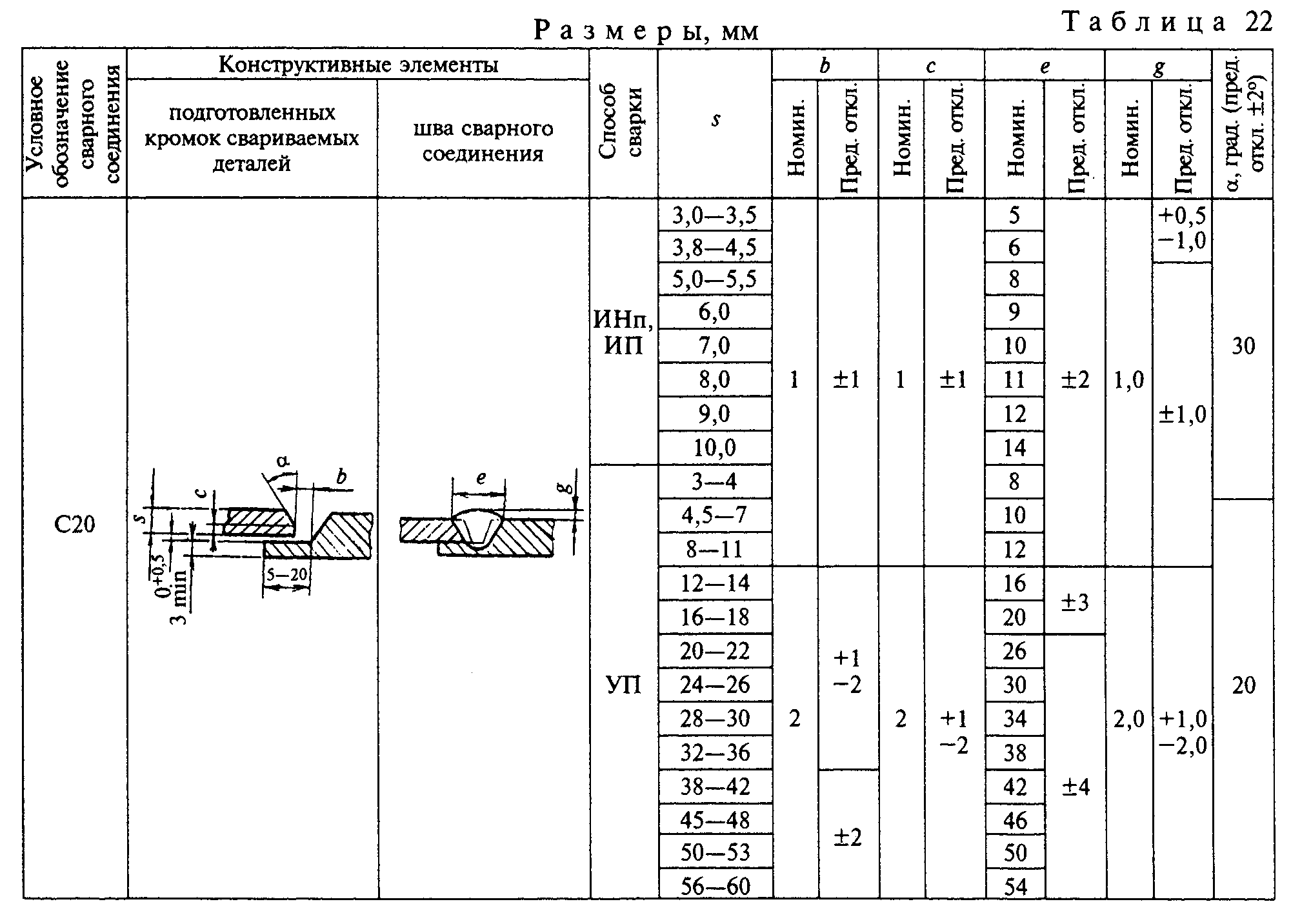
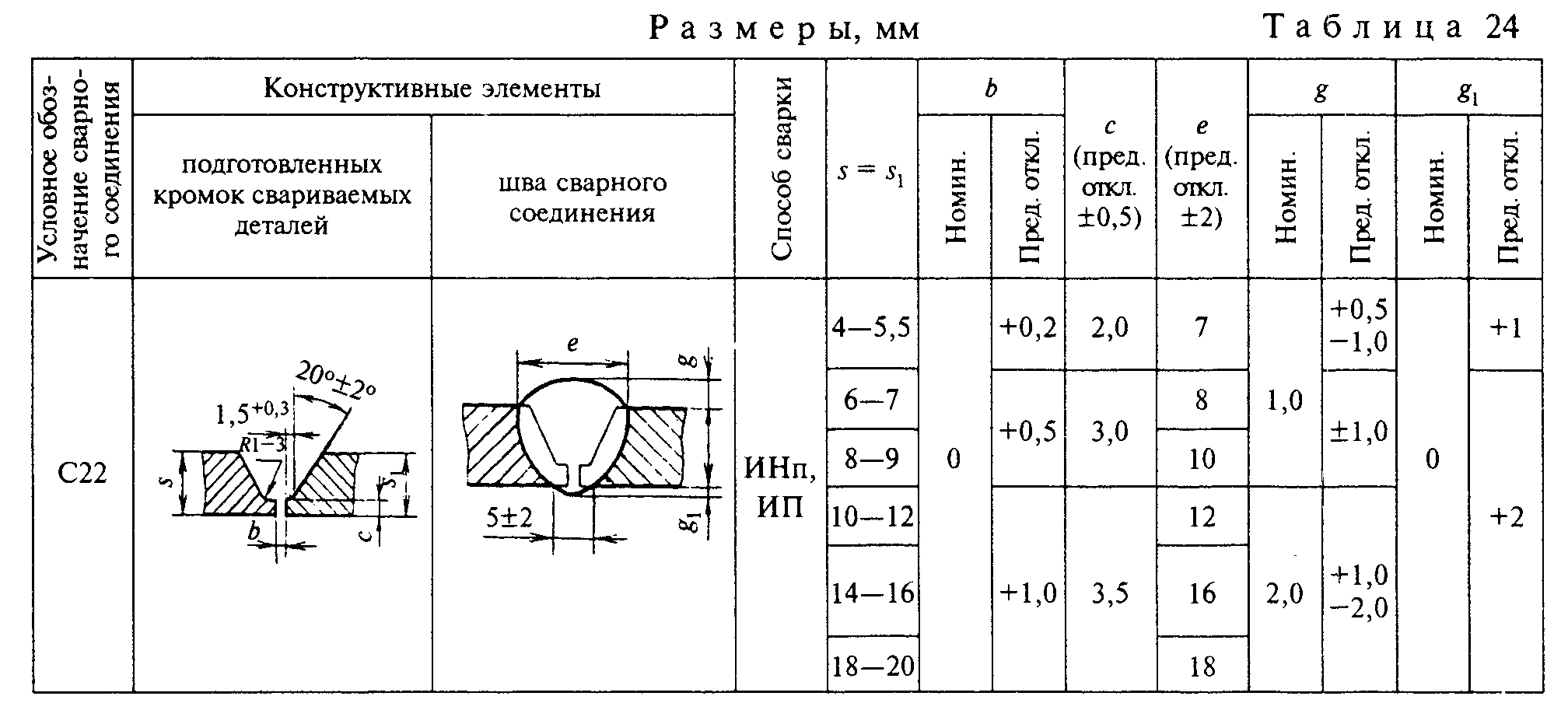
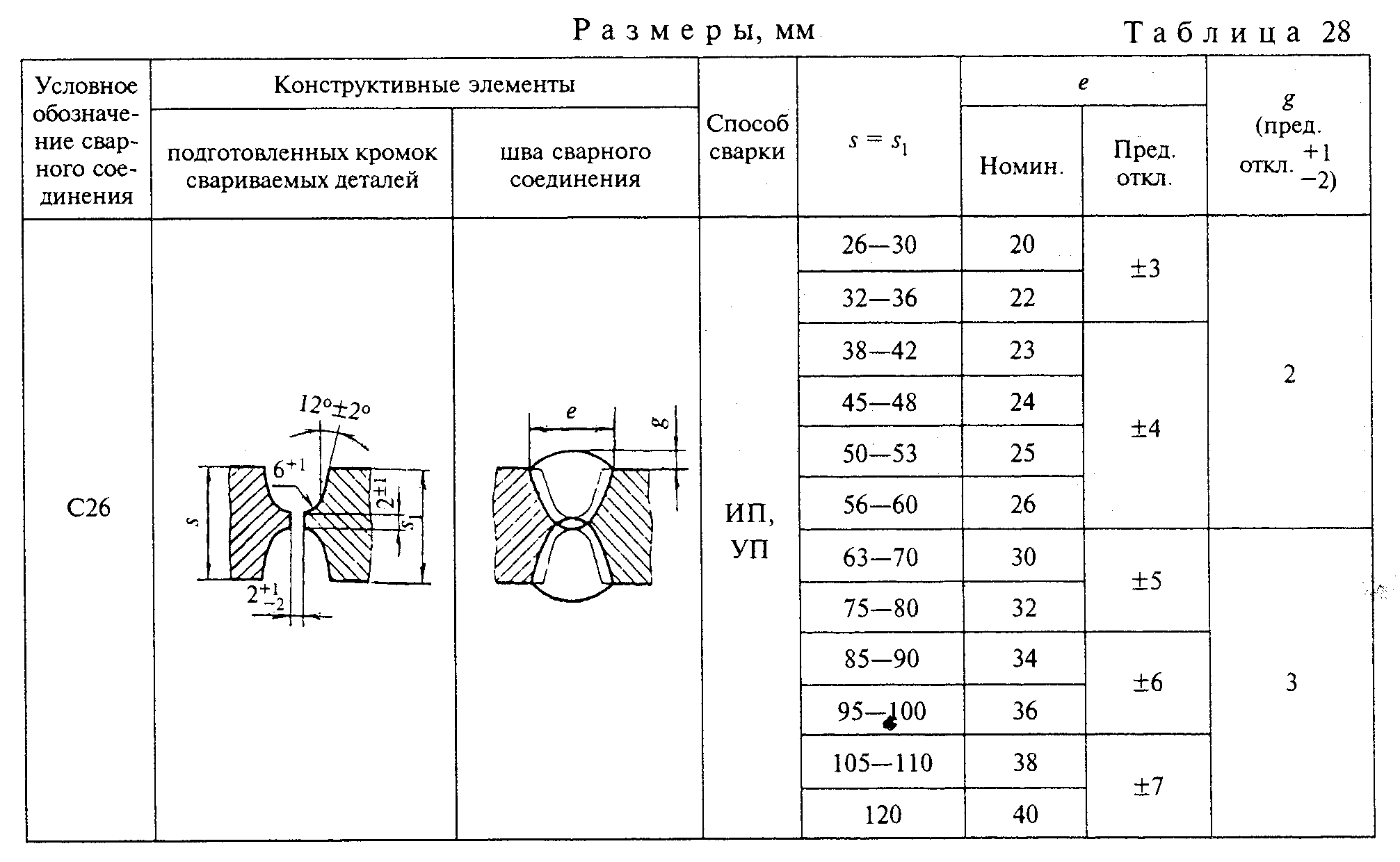
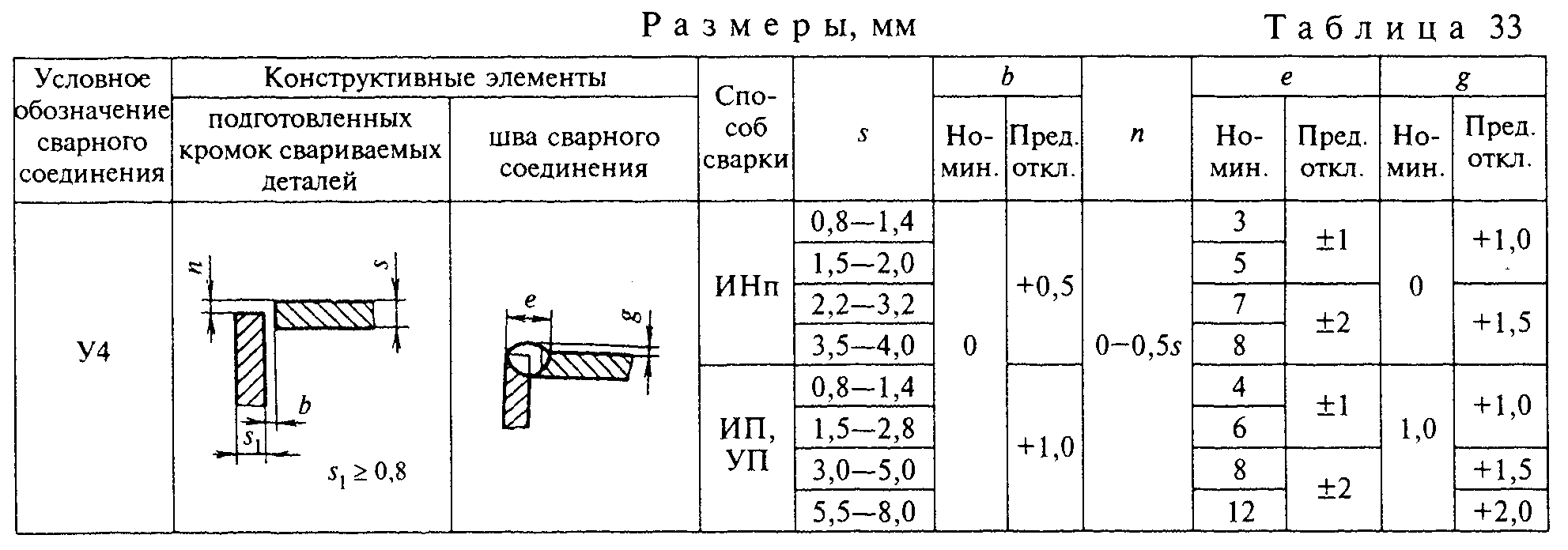
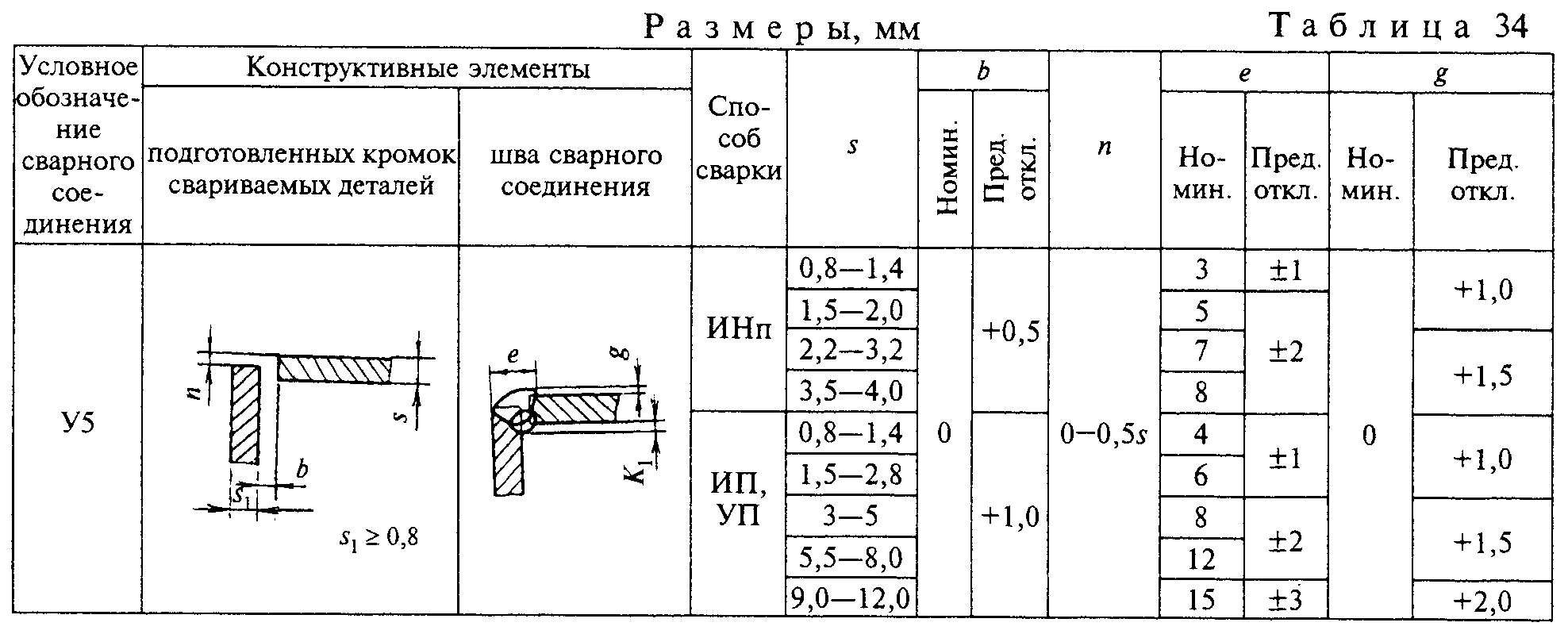
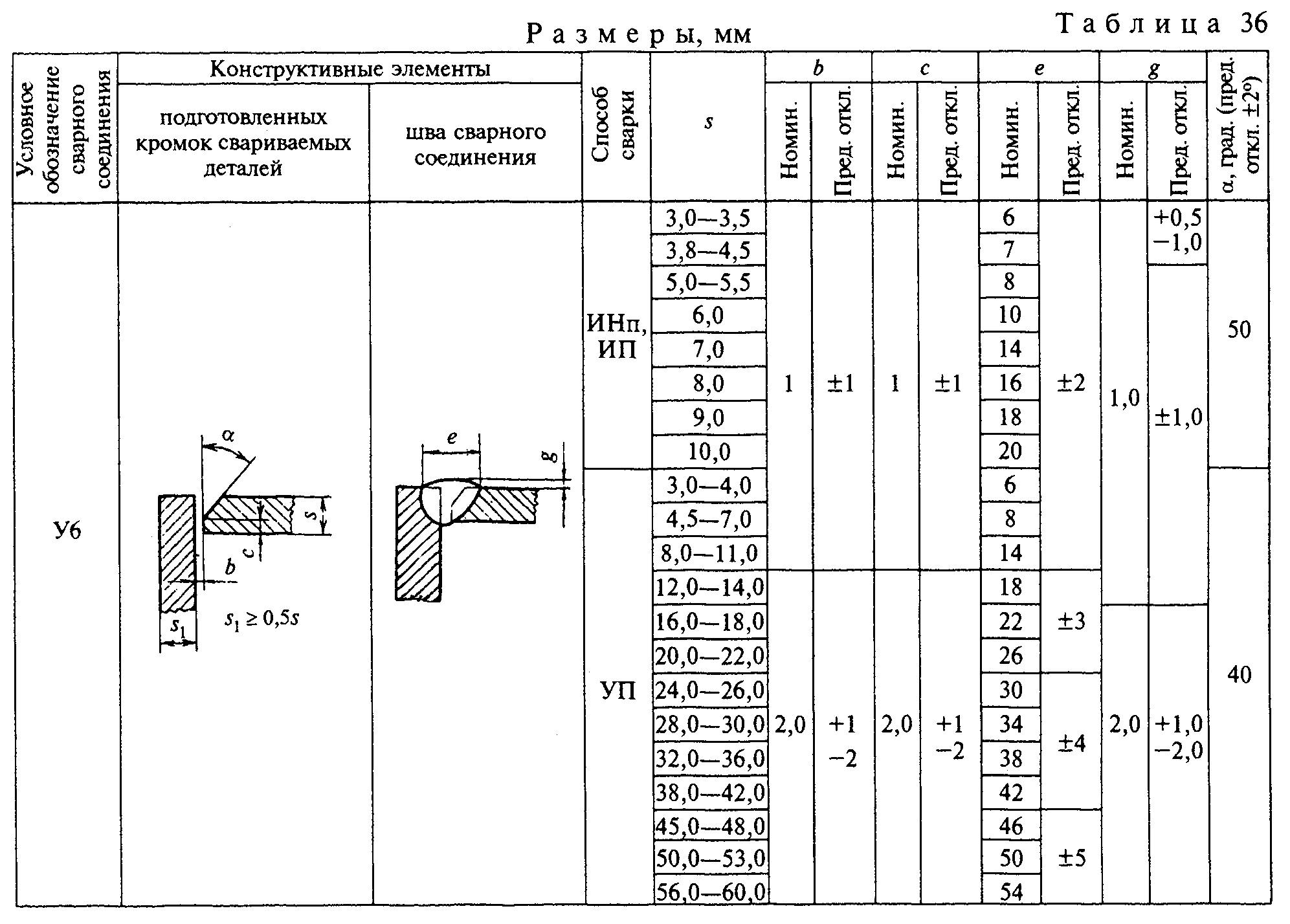
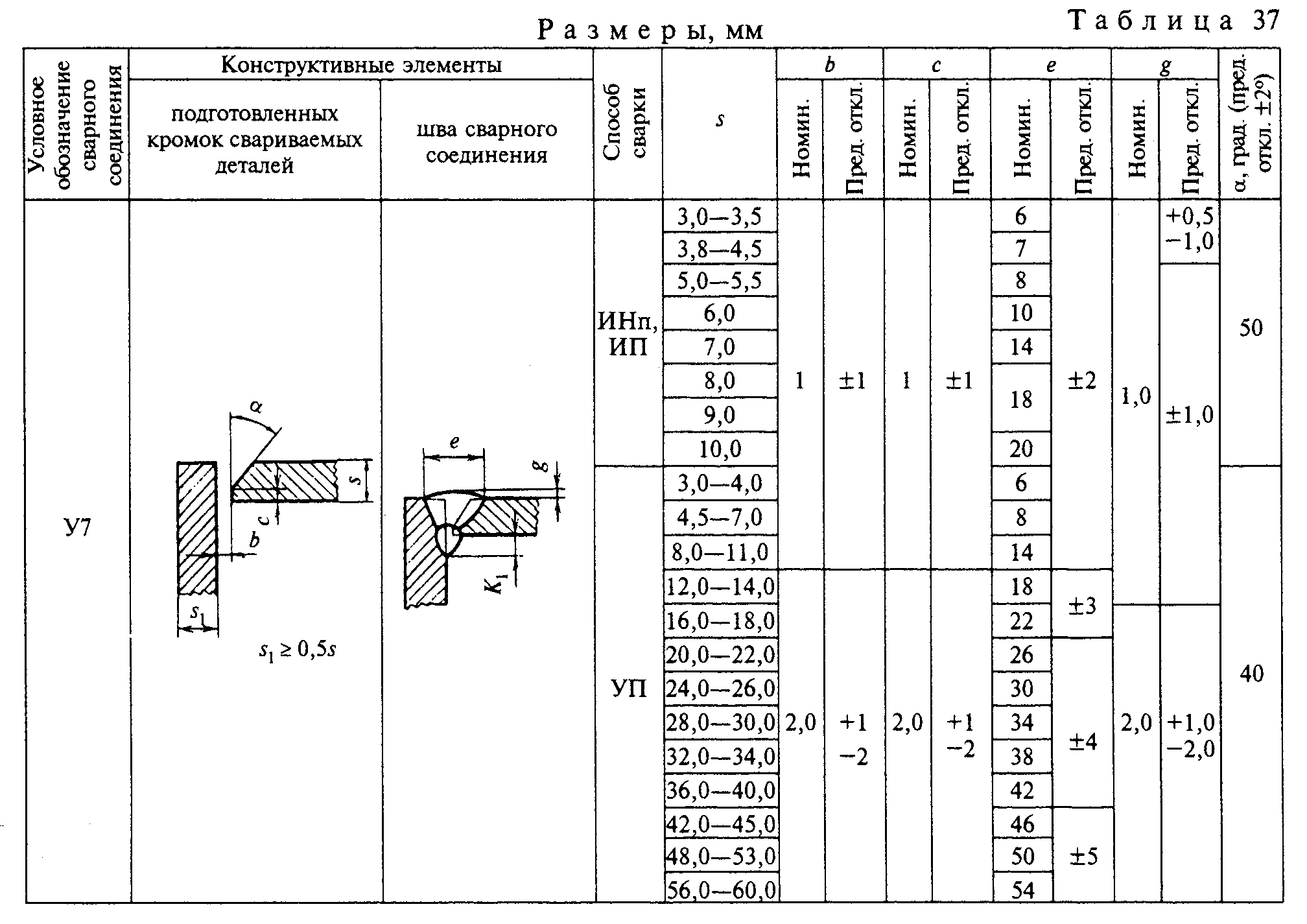
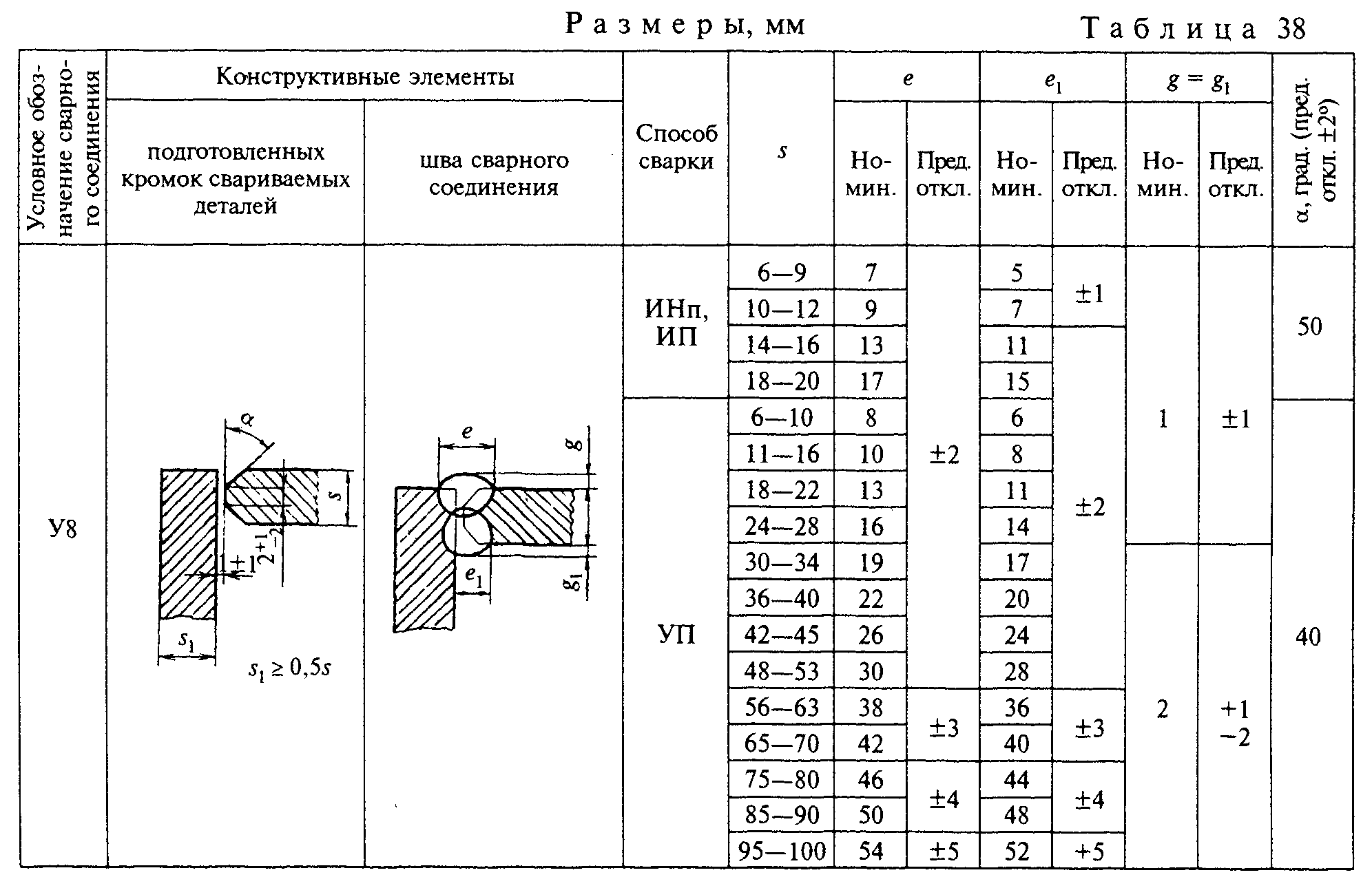
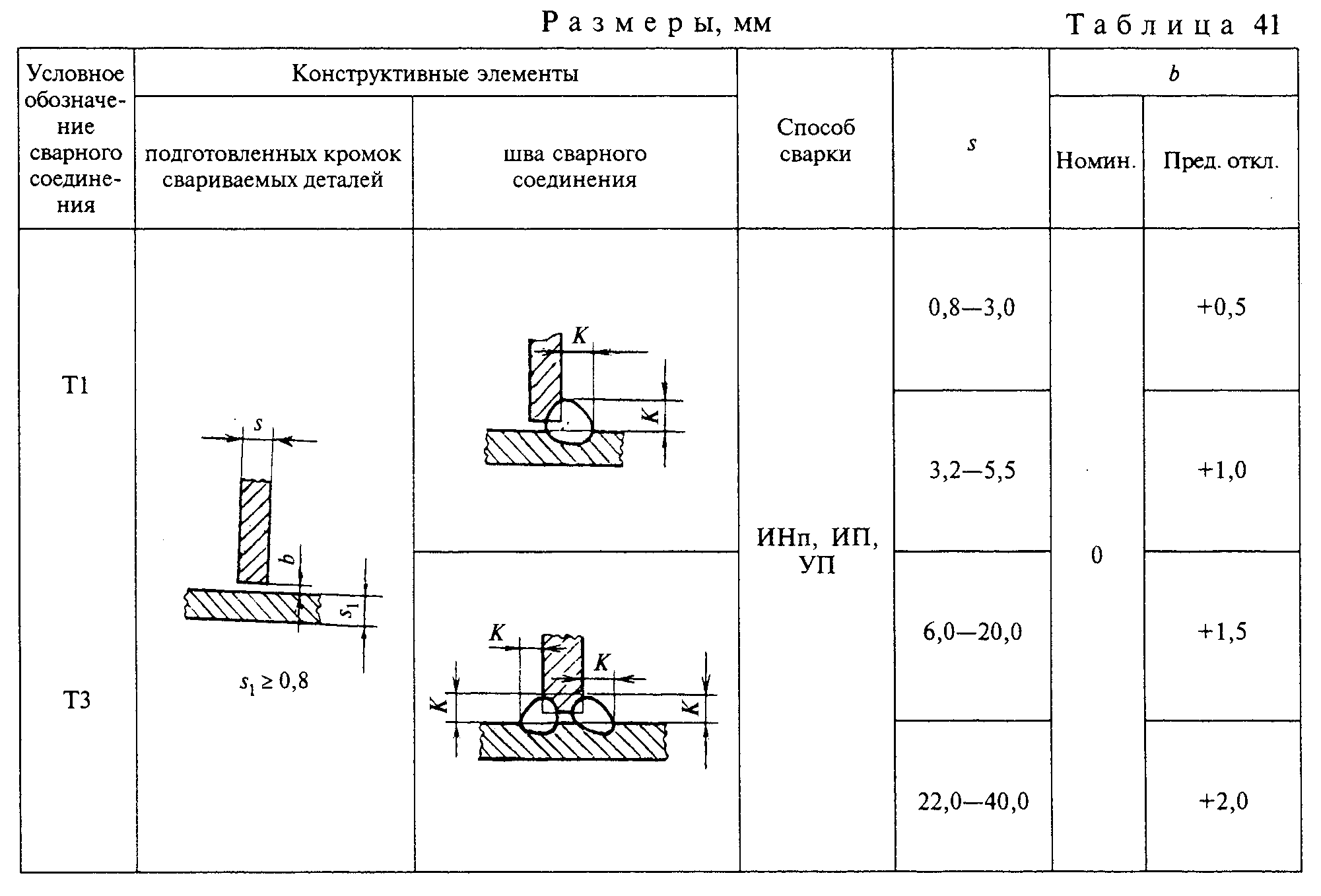
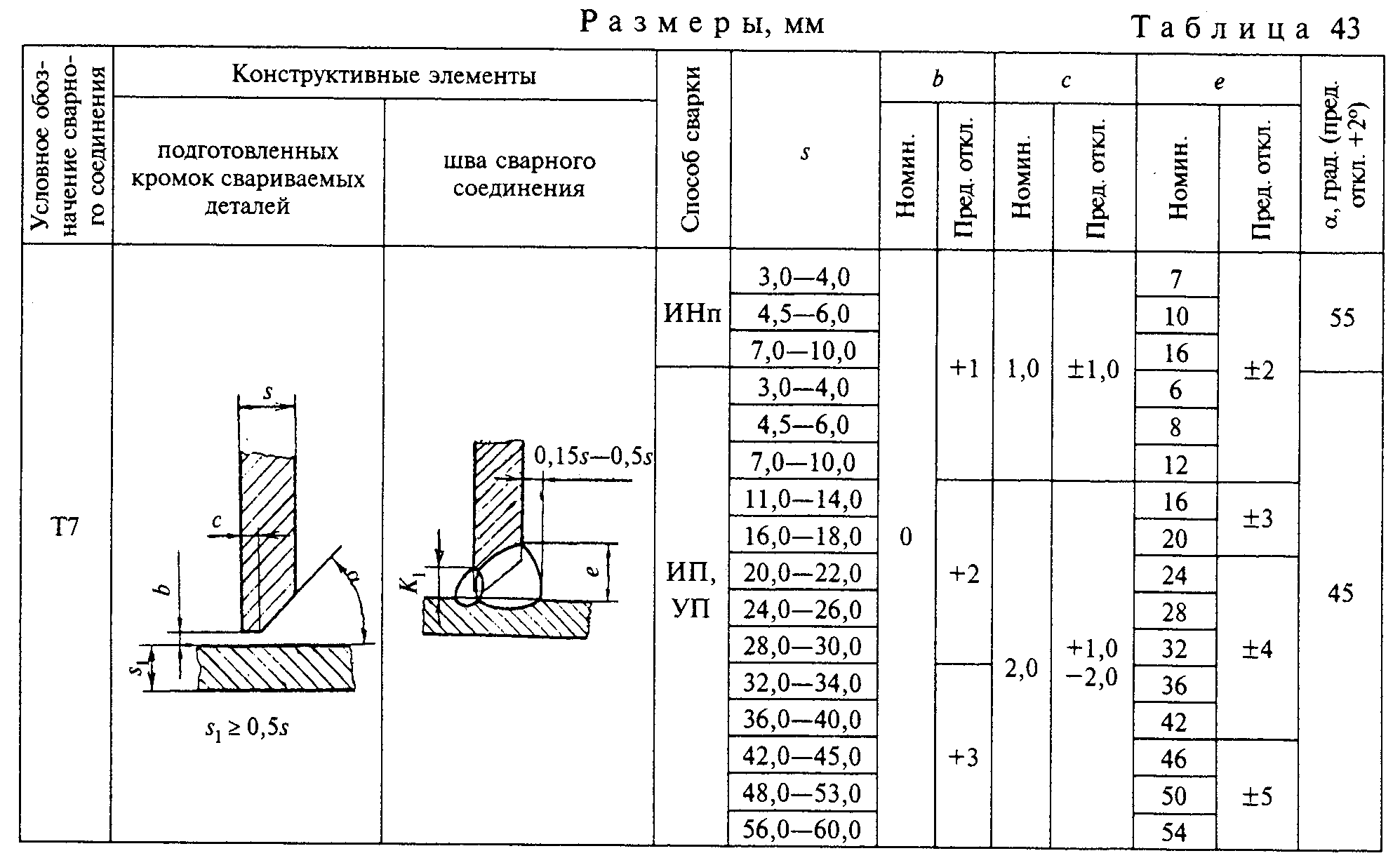
4. Конструктивные элементы сварных соединений, их размеры и предельные отклонения по ним должны соответствовать указанным в табл. 2-47. Кроме указанных способов сварки, допускается применять другие способы дуговой сварки в защитных газах.
 |
| 2756 × 1983 пикс. Открыть в новом окне | |
 |
| 2752 × 2012 пикс. Открыть в новом окне | |
 |
| 2736 × 1984 пикс. Открыть в новом окне | |
 |
| 2741 × 1996 пикс. Открыть в новом окне | |
 |
| 2745 × 1993 пикс. Открыть в новом окне | |
 |
| 2743 × 1983 пикс. Открыть в новом окне | |
 |
| 2004 × 649 пикс. Открыть в новом окне | |
 |
| 1989 × 698 пикс. Открыть в новом окне | |
 |
| 2022 × 637 пикс. Открыть в новом окне | |
 |
| 2004 × 790 пикс. Открыть в новом окне | |
 |
| 2004 × 1375 пикс. Открыть в новом окне | |
 |
| 2039 × 1216 пикс. Открыть в новом окне | |
 |
| 1992 × 1192 пикс. Открыть в новом окне | |
 |
| 2001 × 1222 пикс. Открыть в новом окне | |
 |
| 2019 × 1428 пикс. Открыть в новом окне | |
 |
| 2007 × 1422 пикс. Открыть в новом окне | |
 |
| 1992 × 1426 пикс. Открыть в новом окне | |
 |
| 2011 × 1314 пикс. Открыть в новом окне | |
 |
| 2001 × 1434 пикс. Открыть в новом окне | |
 |
| 1995 × 1332 пикс. Открыть в новом окне | |
 |
| 1999 × 1293 пикс. Открыть в новом окне | |
 |
| 2014 × 1332 пикс. Открыть в новом окне | |
 |
| 2006 × 1221 пикс. Открыть в новом окне | |
 |
| 1998 × 1341 пикс. Открыть в новом окне | |
 |
| 2011 × 1315 пикс. Открыть в новом окне | |
 |
| 2017 × 1420 пикс. Открыть в новом окне | |
 |
| 2001 × 1432 пикс. Открыть в новом окне | |
 |
| 1982 × 1395 пикс. Открыть в новом окне | |
 |
| 2016 × 922 пикс. Открыть в новом окне | |
 |
| 2013 × 1207 пикс. Открыть в новом окне | |
 |
| 2024 × 1203 пикс. Открыть в новом окне | |
 |
| 2028 × 1338 пикс. Открыть в новом окне | |
 |
| 2013 × 1240 пикс. Открыть в новом окне | |
 |
| 1998 × 1237 пикс. Открыть в новом окне | |
 |
| 1988 × 550 пикс. Открыть в новом окне | |
 |
| 2019 × 708 пикс. Открыть в новом окне | |
 |
| 2001 × 570 пикс. Открыть в новом окне | |
 |
| 1983 × 696 пикс. Открыть в новом окне | |
 |
| 1976 × 799 пикс. Открыть в новом окне | |
 |
| 1997 × 581 пикс. Открыть в новом окне | |
 |
| 1993 × 1428 пикс. Открыть в новом окне | |
 |
| 2016 × 1425 пикс. Открыть в новом окне | |
 |
| 1992 × 1290 пикс. Открыть в новом окне | |
 |
| 2004 × 1224 пикс. Открыть в новом окне | |
 |
| 2004 × 1215 пикс. Открыть в новом окне | |
 |
| 2001 × 1357 пикс. Открыть в новом окне | |
 |
| 1992 × 1237 пикс. Открыть в новом окне | |
 |
| 1995 × 1233 пикс. Открыть в новом окне | |
 |
| 1994 × 1296 пикс. Открыть в новом окне | |
 |
| 1993 × 1348 пикс. Открыть в новом окне | |
 |
| 2002 × 963 пикс. Открыть в новом окне | |
 |
| 2001 × 975 пикс. Открыть в новом окне | |
(Измененная редакция. Изм. N 1, 2, 3).
5. При выполнении корня многослойного шва способом сварки, отличным от основного способа, которым производится заполнение разделки кромок, значения конструктивных элементов сварного соединения необходимо выбирать по основному способу сварки. При этом обозначение способа сварки следует производить дробью, в числителе которой дается обозначение способа сварки корня шва, а в знаменателе - обозначение основного способа сварки.
6. Для сварных соединений С12, С21, С23, С24, У7, У10, Т7, имеющих толщину деталей s = 12 мм и более, а также для соединений С15, С16, С25, С27, У8, Т8, имеющих толщину деталей s = 20 мм и более, выполняемых способом сварки УП, допускается притупление

мм.
7. Сварка встык деталей неодинаковой толщины в случае разницы по толщине, не превышающей значений, указанных в табл. 48, должна производиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Таблица 48
мм
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
 |
| 275 × 178 пикс. Открыть в новом окне | |
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 48, на детали, имеющей большую толщину

должен быть сделан скос с одной или двух сторон до толщины тонкой детали s, как указано на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
 |
| 617 × 435 пикс. Открыть в новом окне | |
 |
| 549 × 443 пикс. Открыть в новом окне | |
8. Размер и предельные отклонения катета углового шва К и

должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении 4.
(Измененная редакция, Изм. N 3).
9. (Исключен, Изм. N 1).
10. (Исключен, Изм. N 3).
11. Допускается выпуклость или вогнутость углового шва до 30% его катета, но не более 3 мм. При этом вогнутость не должна приводить к уменьшению значения катета

(черт. 4), установленного при проектировании.
 |
| 1043 × 379 пикс. Открыть в новом окне | |
Примечание. Катетом

является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет

принимается любой из равных катетов, при несимметричном шве - меньший.
(Измененная редакция. Изм. N 3).
12. Допускается перед сваркой смещение кромок относительно друг друга не более:
0,2s мм - для деталей толщиной до 4 мм;
0,1s + 0,5 мм - для деталей толщиной 5-25 мм;
3 мм - для деталей толщиной 25-50 мм;
0,04s + 1,0 мм - для деталей толщиной 50-100 мм;
0,01s + 4,0 мм, но не более 6 мм - для деталей толщиной более 100 мм.
13. При сварке в углекислом газе электродной проволокой диаметром 0,8-1,4 мм допускается применять основные типы сварных соединений и их конструктивные элементы по ГОСТ 5264-80.
14. Минимальные значения катетов угловых швов приведены в приложении 1.
15. При применении сварки в углекислом газе взамен ручной дуговой сварки катет расчетного углового шва может быть уменьшен до значений, приведенных в приложении 2.
16. При сварке в углекислом газе электродной проволокой, обеспечивающей получение металла шва с более высоким временным сопротивлением разрыву, чем у основного металла, катет расчетного углового шва может быть уменьшен до значений, приведенных в рекомендуемом приложении 3.
14-16. (Введены дополнительно, Изм. N 1).
17. В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения размера b до 4 мм. При этом соответственно может быть увеличена ширина шва, е,

.
18. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30% номинального значения.
19. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до

°. При этом соответственно может быть изменена ширина шва е,

.
17-19. (Введены дополнительно, Изм. N 3).
Приложение 1