10.1.9. Если настройка блока ВРЧ не производилась, то браковочный и контрольный уровни чувствительности определяют для каждого отдельного дефекта в зависимости от глубины его залегания.
Таблица 3
Предельно допустимые значения измеряемых характеристик и числа дефектов в стыковых, угловых соединениях и тавровых соединениях, выполненных без конструктивных непроваров
Категория сварного соединения | Номинальная толщина элемента, мм | Эквивалентная площадь дефекта | Условная протяженность дефекта, мм | Число дефектов, шт., с характеристиками не более предельных значений на любом 1 м шва | ||||
Плоский угл. отраж., мм х мм | Плоскодонное отверстие, | |||||||
Компактного | Протяженного | Суммарная на 1 м шва | Компактных | Протяженных | ||||
1 | от 4 до 9,9 | 2,0x1,0 | - | 10 | 20 | 110 | 5 | 3 |
| св. 9,9 до 14,9 | 25x2,0 | 7,0 | 10 | 20 | 110 | 5 | 3 | |
| св. 14,9 до 19,9 | 3,5x2,0 | 7,0 | 10 | 20 | 110 | 5 | 3 | |
| св. 19,9 до 39,9 | - | 7,0 | 20 | 40 | 220 | 5 | 3 | |
| св. 39,9 до 60 | - | 10,0 | 20 | 40 | 220 | 5 | 3 | |
2 | от 4 до 9,9 | 2,0x1,0 | - | 10 | 25 | 125 | 5 | 3 |
| св. 9,9 до 14,9 | 2,5x2,0 | 10,0 | 10 | 25 | 125 | 5 | 3 | |
| св. 14,9 до 19,9 | 3,5x2,0 | 10,0 | 10 | 25 | 125 | 5 | 3 | |
| св. 19,9 до 39,9 | - | 10,0 | 20 | 50 | 250 | 5 | 3 | |
| св. 39,9 до 60 | - | 15,0 | 20 | 50 | 250 | 5 | 3 | |
3 | от 4 до 9,9 | 2,0x1,0 | - | 10 | 30 | 140 | 5 | 3 |
| св. 9,9 до 14,9 | 2,5x2,0 | 15,0 | 10 | 30 | 140 | 5 | 3 | |
| св. 14,9 до 19,9 | 3,5x2,0 | 15,0 | 10 | 30 | 140 | 5 | 3 | |
| св. 19,9 до 39,9 | - | 15,0 | 20 | 60 | 280 | 5 | 3 | |
| св. 39,9 до 60 | - | 20,0 | 20 | 60 | 280 | 5 | 3 | |
| Примечания. 1. Компактный дефект - отдельный дефект, протяженность которого не превышает указанную в таблице.2. Протяженный дефект - отдельный дефект, условная протяженность которого превышает значение, указанное для компактного дефекта для определенных толщины и категории сварного соединения.3. Дефекты на поисковом уровне чувствительности в начале и конце шва на длине 20 мм не допускаются.4. Предельно допустимые значения измеряемых характеристик и числа дефектов для сварных соединений ГПМ, для которых не предусмотрено разделение требований к качеству по категориям, равны соответствующим значениям для сварных соединений 1 категории.5. Дефект оценивают как недопустимый, если значение условной протяженности протяженного дефекта превышает значение, указанное в таблице. | ||||||||
10.2. Порядок контроля тавровых сварных соединений, выполненных с конструктивными непроварами, нахлесточных сварных соединений, а также околошовных зон, клепаных и болтовых соединений и основного металла на наличие трещин
10.2.1. Настраивают глубиномер, ВРЧ и длительность развертки дефектоскопа.
10.2.2. Настраивают браковочную чувствительность дефектоскопа.
10.2.3. Устанавливают поисковую чувствительность дефектоскопа.
10.2.4. Производят сканирование.
10.2.5. При появлении эхо-сигнала от дефекта устанавливают браковочную чувствительность. При этом, если высота эхо-сигнала на экране дефектоскопа не превышает стандартный уровень, восстанавливают поисковую чувствительность и продолжают сканирование.
10.2.6. Измеряют условную протяженность и координаты дефекта, если амплитуда эхо-сигнала превышает стандартный уровень на браковочной чувствительности.
10.3. Порядок контроля околошовных зон и основного металла на наличие расслоений
10.3.1. Настраивают глубиномер, ВРЧ и длительность развертки дефектоскопа.
10.3.2. Настраивают контрольную чувствительность дефектоскопа.
10.3.3. Устанавливают поисковую чувствительность дефектоскопа.
10.3.4. Производят сканирование.
10.3.5. При появлении эхо-сигнала от дефекта устанавливают контрольную чувствительность. При этом, если высота эхо-сигнала на экране дефектоскопа не превышает стандартный уровень, восстанавливают поисковую чувствительность и продолжают сканирование.
10.3.6. Измеряют условные размеры (условные площади, в том числе относительные, и условные протяженности) и координаты дефекта, если амплитуда эхо-сигнала превышает стандартный уровень на контрольной чувствительности, и сравнивают их с предельно допустимыми (табл. 4).
Таблица 4
Предельно допустимые значения измеряемых характеристик несплошностей в элементах из листового проката
Наименование характеристик несплошностей, размерность | Значения характеристик несплошностей |
| Минимальная учитываемая условная площадь несплошности , | 10 |
| Максимальная допустимая условная площадь несплошности , | 50 |
| Условная площадь максимально допустимой зоны несплошностей , | 2,0 |
| Относительная условная площадь, определяемая долей площади, занимаемой несплошностями F, %: | |
| - на 1 не более | 2,0 |
| - на площадь отдельного элемента из листового проката, не более | 0,5 |
| Максимально допустимая условная протяженность несплошности, мм | 50 |
| Примечания. 1. Относительная условная площадь определяется долей площади, занимаемой несплошностями всех видов ( ; ; ) на любом квадратном участке поверхности листового проката площадью 1 ; или долей площади, занимаемой несплошностями всех видов на площади отдельного элемента из листового проката. Если ширина контролируемого элемента меньше 1 м, то вместо квадратного участка, при определении относительной условной площади берут прямоугольный участок площадью 1 , с меньшей стороной, равной ширине элемента.2. Несплошности, расположенные в одной или нескольких плоскостях по толщине контролируемого элемента, объединяют в одну несплошность, если расстояние между условными границами менее 30 мм.3. Скопления несплошностей, каждая из которых имеет условную площадь меньше учитываемой при расстоянии между ними 30 мм и менее, объединяются в зону несплошностей. Условная площадь зоны несплошностей равна площади части отдельного элемента, изготовленного из проката, находящейся в пределах контура, охватывающего все входящие в нее несплошности.4. Несплошности, расположенные на расстоянии менее 20 мм от границы сварного шва, амплитуды эхо-сигналов от которых превышают контрольный уровень, не допускаются. | |
10.4. Сканирование
10.4.1. Сканирование при контроле сварных швов.
10.4.1.1. Сканирование выполняют по всей длине шва путем последовательного перемещения ПЭП по поверхности сваренных элементов. ПЭП перемещают параллельно оси шва с одновременным возвратно-поступательным перемещением перпендикулярно оси (рис. 9). Величина продольного шага сканирования не должна превышать 3 мм. Перемещение (X) ПЭП в поперечном направлении определяют по СОП или геометрическим расчетом.
При сканировании на плоских поверхностях ПЭП необходимо придавать непрерывное вращательное движение на угол 15°.
10.4.1.2. Для выявления в шве поперечных трещин проводят сканирование совмещенным наклонным ПЭП в секторе от 10° до 40° относительно продольной оси шва (см. рис. 10).
 | |
| 1447 × 1528 пикс. Открыть в новом окне | |
 | |
| 1247 × 519 пикс. Открыть в новом окне | |
10.4.2.1. Для выявления трещин в сварных соединениях в местах перехода от наплавленного металла к основному наклонный совмещенный ПЭП перемещают параллельно шву на дистанции У, обеспечивающей прозвучивание места перехода однократно отраженным лучом (см. рис. 11, а). Одновременно ПЭП придают возвратно-поступательное движение перпендикулярно оси шва. ПЭП перемещают перпендикулярно оси шва на расстоянии 5 мм в обе стороны относительно положения, определяемого дистанцией У. Величина продольного шага сканирования не должна превышать 3 мм. Дистанцию У определяют по СОП или геометрическим расчетом.
10.4.2.2. Для выявления в околошовных зонах поперечных трещин проводят сканирование наклонным совмещенным ПЭП в секторе от 0° до 25° относительно продольной оси шва (см. рис. 11, 6).
10.4.2.3. При поиске трещин в основном металле необходимо производить сканирование наклонными совмещенными ПЭП под различными углами в местах наиболее вероятного появления трещин (см. рис. 12).
10.4.2.4. При сканировании на плоских поверхностях ПЭП необходимо непрерывно поворачивать на угол _15°.
10.4.2.5. Поиск в околошовных зонах и основном металле расслоений проводится построчным сканированием прямым раздельно-совмещенным ПЭП (или при толщинах контролируемого элемента 20 мм и более - прямым совмещенным ПЭП) с шагом не более 3 мм в направлении сканирования.
 | |
| 1668 × 2044 пикс. Открыть в новом окне | |
 | |
| 1410 × 1772 пикс. Открыть в новом окне | |
10.4.3.1. Для выявления трещин вокруг отверстий в клепаных или болтовых соединениях наклонный совмещенный ПЭП перемещают вокруг головок заклепок или болтов на дистанциях и , обеспечивающих озвучивание металла вокруг отверстий прямым и однократно отраженным лучами (рис. 13). Дистанции и определяют по СОП или геометрическим расчетом.
10.4.3.2. Для выявления трещин по "мостикам" между отверстиями наклонный совмещенный ПЭП перемещают в местах наиболее вероятного появления трещин: между заклепками или болтами в средних рядах при контроле накладок (см. рис. 14, а) и между заклепками или болтами в крайних рядах при контроле соединяемых элементов (рис. 14, б).
10.4.3.3. При сканировании на плоских поверхностях ПЭП необходимо непрерывно поворачивать на угол _15°.
 | |
| 1488 × 1594 пикс. Открыть в новом окне | |
 | |
| 1628 × 1259 пикс. Открыть в новом окне | |
11. Характеристики дефектов
11.1. Координаты
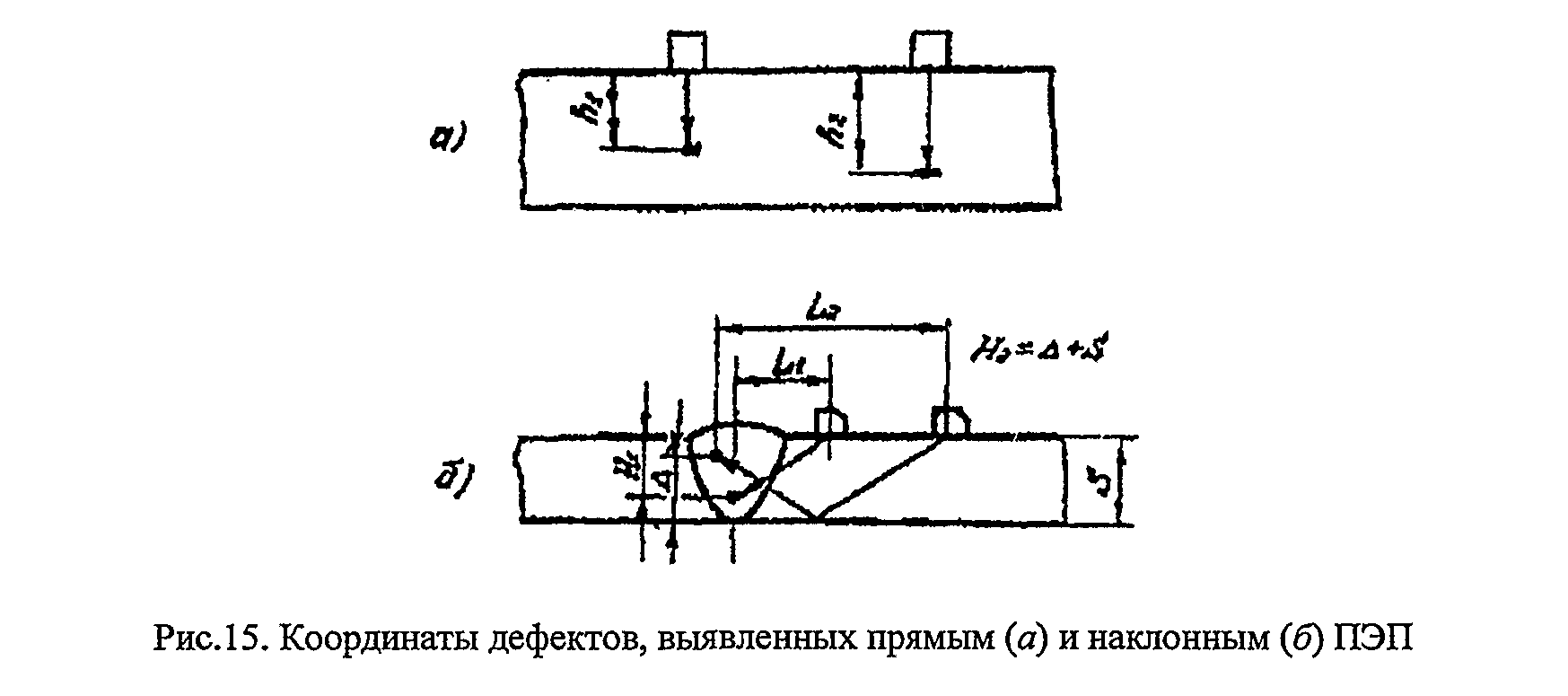
11.1.1. Положение дефекта относительно ПЭП определяется координатами h ( ; ) при контроле прямыми ПЭП или координатами Н ( ; ) и L ( ; ) при контроле наклонными ПЭП (рис. 15).
 | |
| 1747 × 775 пикс. Открыть в новом окне | |
11.1.3. Положение ПЭП на контролируемом элементе при измерении координат дефектов определяют при помощи мерительного инструмента (линейка, рулетка).
Примечание: при контроле элементов толщиной менее 20 мм координаты h, H и L допускается не определять.
11.1.4. Два дефекта считают отдельными, если огибающие эхо-сигналов от этих дефектов при сканировании не пересекают друг друга на контрольной (если используется контрольный уровень) или браковочной (если не используется контрольный уровень) чувствительностях. В противном случае считают, что обнаружен один дефект.
11.2. Амплитуда эхо-сигнала
11.2.1. Амплитуду эхо-сигнала от дефекта оценивают сравнением с амплитудой эхо-сигнала на браковочном уровне чувствительности, как разность показаний аттенюатора соответствующих браковочному уровню и уровню, при котором амплитуда эхо-сигнала от дефекта равна стандартному уровню.
11.3. Условная протяженность
11.3.1. Условную протяженность дефекта измеряют по продольному перемещению ПЭП по поверхности конструкции (при контроле сварного соединения - по перемещению ПЭП вдоль шва) и определяют по длине зоны между крайними положениями ПЭП. Крайними положениями ПЭП считают такие положения, в которых высота эхо-сигнала от дефекта равна стандартному уровню на контрольной (если используется контрольный уровень) или браковочной (если не используется контрольный уровень) чувствительностях.
11.3.2. При контроле соединений трубчатых элементов условную протяженность определяют по измеренному значению условной протяженности из формулы:
,