Carbon and alloyed steel forgings fabricated by press forging. Allowances and tolerances
Срок действия с 01.01.92
до 01.01.97
Взамен ГОСТ 7062-79
1. Настоящий стандарт распространяется на поковки общего назначения массой до 130 т из углеродистой и легированной стали (суммарное содержание легирующих элементов до 10%, кроме углерода), изготовляемые ковкой на прессах, и устанавливает величину припусков на механическую обработку, допусков на номинальные размеры поковок, величину напусков для поковок.
Стандарт не распространяется на поковки из высоколегированной стали и сплавов с особыми физическими свойствами: из слитков, отлитых в вакууме, изготовленных из металла ВДП и ЭШП, из инструментальных сталей с содержанием углерода более 0,55% или легирующих элементов более 5%, а также из сталей, предназначенных для изготовления валков холодной прокатки.
Термины и определения, применяемые в стандарте, приведены в приложении.
Требования стандарта являются обязательными.
2. Припуски на образцы для механических испытаний поковок, на захваты для подвешивания поковок при термообработке, а также другие специальные припуски настоящим стандартом не предусматриваются.
3. Припуски, установленные настоящим стандартом, назначают на номинальные размеры, указанные на чертеже детали, или в случае, если поковка подвергается перед термообработкой обдирке, на номинальные размеры, указанные на технологическом чертеже предварительно обработанной (ободранной) заготовки. Если поковки подвергают термообработке без предварительной механической обработки (в верном виде), к припускам, назначаемым по настоящему стандарту, допускается назначение дополнительных припусков, необходимых для выполнения термической обработки.
4. Схема расположения припусков и допусков на наружный размер детали приведена на черт. 1.
 | |
| 801 × 1094 пикс. Открыть в новом окне | |
5. Величины припусков, определенные по таблицам настоящего стандарта, являются номинальными на размер детали из расчета обработки поверхностей поковок с двух сторон. Предельные отклонения указаны на номинальные размеры поковок.
При обработке детали с одной стороны припуск следует принимать равным половине величины, определенной по таблицам, а верхнее и нижнее предельные отклонения при этом сохраняют без изменений.
6. Для необрабатываемых поверхностей поковок отклонения на соответствующие размеры определяют по таблицам настоящего стандарта, а припуски принимают равными нулю.
7. Объем и массу поковок определяют расчетом по номинальным размерам с учетом напусков на скосах, торцах, сферах и других элементах поковки.
Поковка считается изготовленной по первой группе точности в том случае, если ее размеры обеспечивают получение годной детали, а масса поковки, определенная расчетом по фактическим размерам, на 2 - 4% меньше массы, определенной по номинальным размерам.
8. Допускается расчетные номинальные размеры поковок округлять до чисел, оканчивающихся на 5 или 0. Номинальные размеры округляют в меньшую сторону, если они оканчиваются на 1, 2, 6 и 7 и в большую сторону, если они оканчиваются на 3, 4, 8 и 9.
9. Выбор величины допусков, припусков и напусков проводят в зависимости от типа поковок и соотношения из размеров согласно табл. 1.
10. Припуски  и предельные отклонения
и предельные отклонения  для гладких поковок круглого сечения следует назначать в соответствии с черт. 2 и табл. 2.
для гладких поковок круглого сечения следует назначать в соответствии с черт. 2 и табл. 2.
Таблица 1
 | |
| 2060 × 1370 пикс. Открыть в новом окне | |
 | |
| 2071 × 1409 пикс. Открыть в новом окне | |
 | |
| 2051 × 1335 пикс. Открыть в новом окне | |
 | |
| 2068 × 1381 пикс. Открыть в новом окне | |
 | |
| 2056 × 938 пикс. Открыть в новом окне | |
Примечание. Для типов поковок, не предусмотренных настоящим стандартом (как по размерам, так и по конфигурации), допуски, припуски и напуски выбирают по усмотрению поставщика.
 | |
| 753 × 389 пикс. Открыть в новом окне | |
Таблица 2
мм | ||||||||
Длина детали L | Диаметр детали D | |||||||
| До 140 | Св. 140 до 150 | Св. 150 до 180 | Св. 180 до 200 | Св. 200 до 224 | Св. 224 до 250 | Св. 250 до 280 | ||
Припуски дельта и предельные отклонения +-Дельта/2 | ||||||||
| До 1000 | вкл. | 20+-4 | 20+-5 | 20+-5 | 20+-5 | 20+-6 | 20+-6 | 20+-6 |
| Св. 1000 | до 1250 " | 20+-5 | 20+-5 | 20+-5 | 20+-6 | 20+-6 | 20+-6 | 20+-7 |
| " 1250 | " 1600 " | 20+-5 | 20+-5 | 20+-6 | 20+-6 | 20+-6 | 20+-7 | 20+-7 |
| " 1600 | " 2000 " | 20+-5 | 20+-6 | 20+-6 | 20+-7 | 20+-7 | 20+-7 | 20+-7 |
| " 2000 | " 2500 " | 20+-6 | 20+-6 | 20+-6 | 20+-7 | 20+-7 | 20+-7 | 20+-7 |
| " 2500 | " 3150 " | 20+-6 | 20+-6 | 20+-7 | 20+-7 | 20+-7 | 21+-7 | 22+-8 |
| " 3150 | " 4000 " | 20+-6 | 20+-7 | 20+-7 | 20+-7 | 21+-7 | 22+-8 | 22+-8 |
| " 4000 | " 5000 " | 20+-7 | 20+-7 | 20+-7 | 21+-7 | 22+-8 | 22+-8 | 23+-8 |
| " 5000 | " 6300 " | 20+-7 | 20+-7 | 21+-7 | 22+-8 | 22+-8 | 23+-8 | 24+-9 |
| " 6300 | " 7100 " | 20+-7 | 21+-7 | 22+-8 | 22+-8 | 23+-8 | 24+-9 | 25+-9 |
| " 7100 | " 8000 " | 21+-7 | 22+-8 | 22+-8 | 23+-8 | 24+-9 | 25+-9 | 26+-10 |
| " 8000 | " 9000 " | - | 22+-8 | 23+-8 | 24+-9 | 25+-9 | 26+-10 | 27+-10 |
| " 9000 | " 10000 " | - | - | 24+-9 | 25+-9 | 26+-10 | 27+-10 | 28+-10 |
| " 10000 | " 11200 " | - | - | - | 26+-10 | 27+-10 | 28+-10 | 29+-11 |
| " 11200 | " 12500 " | - | - | - | - | 28+-10 | 29+-11 | 30+-11 |
| " 12500 | " 14000 " | - | - | - | - | - | 31+-11 | 32+-11 |
| " 14000 | " 16000 " | - | - | - | - | - | - | 33+-12 |
| " 16000 | " 18000 " | - | - | - | - | - | - | - |
| " 18000 | " 20000 " | - | - | - | - | - | - | - |
Продолжение табл. 2
мм | ||||||||
Длина детали L | Диаметр детали D | |||||||
| Св. 280 до 315 | Св. 315 до 355 | Св. 355 до 400 | Св. 400 до 450 | Св. 450 до 500 | Св. 500 до 560 | Св. 560 до 630 | ||
Припуски дельта и предельные отклонения +-Дельта/2 | ||||||||
| До 1000 | включ. | 20+-7 | 20+-7 | 20+-7 | 21+-7 | 22+-8 | 22+-8 | 23+-8 |
| Св. 1000 | до 1250 " | 20+-7 | 20+-7 | 21+-7 | 22+-8 | 22+-8 | 23+-8 | 24+-9 |
| " 1250 | " 1600 " | 20+-7 | 21+-7 | 22+-8 | 22+-8 | 23+-8 | 24+-9 | 25+-9 |
| " 1600 | " 2000 " | 21+-7 | 22+-8 | 22+-8 | 23+-8 | 24+-9 | 25+-9 | 26+-10 |
| " 2000 | " 2500 " | 22+-8 | 22+-8 | 23+-8 | 24+-9 | 25+-9 | 26+-10 | 27+-10 |
| " 2500 | " 3150 " | 22+-8 | 23+-8 | 24+-9 | 25+-9 | 26+-10 | 27+-10 | 28+-10 |
| " 3150 | " 4000 " | 23+-8 | 24+-9 | 25+-9 | 26+-10 | 27+-10 | 28+-10 | 29+-11 |
| " 4000 | " 5000 " | 24+-9 | 25+-9 | 26+-10 | 27+-10 | 28+-10 | 29+-11 | 30+-11 |
| " 5000 | " 6300 " | 25+-9 | 26+-10 | 27+-10 | 28+-10 | 29+-11 | 30+-11 | 31+-11 |
| " 6300 | " 7100 " | 26+-10 | 27+-10 | 28+-10 | 29+-11 | 30+-11 | 31+-11 | 32+-12 |
| " 7100 | " 8000 " | 27+-10 | 28+-10 | 29+-11 | 30+-11 | 31+-11 | 32+-12 | 33+-12 |
| " 8000 | " 9000 " | 28+-10 | 29+-11 | 30+-11 | 31+-11 | 32+-12 | 33+-12 | 34+-12 |
| " 9000 | "10000 " | 29+-11 | 30+-11 | 31+-11 | 32+-12 | 33+-12 | 34+-12 | 35+-13 |
| " 10000 | "11200 " | 30+-11 | 31+-11 | 32+-12 | 33+-12 | 34+-12 | 35+-13 | 36+-13 |
| " 11200 | "12500 " | 31+-11 | 32+-12 | 33+-12 | 34+-12 | 35+-12 | 36+-13 | 37+-13 |
| " 12500 | "14000 " | 32+-12 | 33+-12 | 34+-12 | 35+-13 | 36+-13 | 37+-13 | 37+-14 |
| " 14000 | "16000 " | 34+-12 | 35+-13 | 36+-13 | 37+-13 | 38+-13 | 39+-13 | 40+-14 |
| " 16000 | "18000 " | 35+-13 | 37+-13 | 38+-13 | 39+-13 | 40+-13 | 41+-14 | 42+-14 |
| " 18000 | "20000 " | 37+-13 | 39+-13 | 40+-13 | 41+-14 | 42+-14 | 43+-14 | 44+-14 |
Продолжение табл. 2
мм | ||||||||||||||
Длина детали L | Диаметр детали D | |||||||||||||
Св. 630 до 710 | Св. 710 до 800 | Св. 800 до 900 | Св. 900 до 1000 | Св. 1000 до 1120 | Св.1120 до 1250 | |||||||||
Припуски дельта и предельные отклонения +- Дельта/2 | ||||||||||||||
| До 1000 | включ. | 24+-9 | 25+-9 | 26+-10 | 28 +-10 | - | - | |||||||
| Св. 1000 | до 1250" | 25+-9 | 26+-10 | 27+-10 | 28+-10 | 30+-11 | - | |||||||
| " 1250 | " 1600" | 26+-10 | 27+-10 | 28+-10 | 29+-11 | 30+-11 | 31+-11 | |||||||
| " 1600 | " 2000" | 27+-10 | 28+-10 | 29+-11 | 30+-11 | 31+-11 | 32+-12 | |||||||
| " 2000 | " 2500" | 28+-10 | 29+-11 | 30+-11 | 31+-11 | 32+-12 | 33+-12 | |||||||
| " 2500 | " 3150" | 29+-11 | 30+-11 | 31+-11 | 32+-12 | 33+-12 | 34+-12 | |||||||
| " 3150 | " 4000" | 30+-11 | 31+-11 | 32+-12 | 33+-12 | 34+-12 | 35+-13 | |||||||
| " 4000 | " 5000" | 31+-11 | 32+-12 | 33+-12 | 34+-12 | 35+-13 | 36+-13 | |||||||
| " 5000 | " 6300" | 32+-12 | 33+-12 | 34+-12 | 35+-13 | 36+-13 | 37+-13 | |||||||
| " 6300 | " 7100" | 33+-12 | 34+-12 | 35+-13 | 36+-13 | 37+-13 | 38+-14 | |||||||
| " 7100 | " 8000" | 34+-12 | 35+-13 | 36+-13 | 37+-13 | 38+-14 | 40+-14 | |||||||
| " 8000 | " 9000" | 35+-13 | 36+-13 | 37+-13 | 38+-14 | 40+-14 | 43+-14 | |||||||
| " 9000 | " 10000" | 36+-13 | 37+-13 | 38+-14 | 40+-14 | 43+-14 | 46+-15 | |||||||
| " 10000 | " 11200" | 37+-13 | 38+-14 | 40+-14 | 43+-14 | 46+-15 | 49+-15 | |||||||
| " 11200 | " 12500" | 38+-14 | 40+-14 | 43+-14 | 46+-15 | 49+-15 | 51+-16 | |||||||
| " 12500 | " 14000" | 40+-14 | 43+-14 | 46+-15 | 49+-15 | 51+-16 | 54+-16 | |||||||
| " 14000 | " 16000" | 43+-14 | 46+-15 | 49+-15 | 51+-16 | 54+-16 | 57+-17 | |||||||
| " 16000 | " 18000" | 46+-15 | 49+-15 | 51+-16 | 54+-16 | 57+-17 | - | |||||||
| " 18000 | " 20000" | 49+-15 | 51+-16 | 54+-16 | 57+-17 | - | - | |||||||
Продолжение табл. 2
мм | |||||
Длина детали L | Диаметр детали D | ||||
| Св. 1250 до 1400 | Св. 1400 до 1600 | Св. 1600 до 1800 | Св. 1800 до 2100 | ||
Припуски дельта и предельные отклонения +- Дельта/2 | |||||
| До 1000 | включ. | - | - | - | - |
| Св. 1000 | до 1250 " | - | - | - | - |
| " 1250 | " 1600 " | - | - | - | - |
| " 1600 | " 2000 " | 33+-12 | - | - | - |
| " 2000 | " 2500 " | 34+-12 | 35+-13 | - | - |
| " 2500 | " 3150 " | 35+-13 | 36+-13 | 38+-14 | - |
| " 3150 | " 4000 " | 36+-13 | 37+-13 | 39+-14 | 41+-14 |
| " 4000 | " 5000 " | 37+-13 | 38+-14 | 40+-14 | 43+-14 |
| " 5000 | " 6300 " | 38+-14 | 40+-14 | 43+-14 | 46+-15 |
| " 6300 | " 7100 " | 40+-14 | 43+-14 | 46+-15 | 49+-15 |
| " 7100 | " 8000 " | 43+-14 | 46+-15 | 49+-15 | 51+-16 |
| " 8000 | " 9000 " | 46+-15 | 49+-15 | 51+-16 | 54+-16 |
| " 9000 | " 10000 " | 49+-15 | 51+-16 | 54+-16 | 57+-17 |
| " 10000 | " 11200 " | 51+-16 | 54+-16 | 57+-17 | - |
| " 11200 | " 12500 " | 54+-16 | 57+-17 | - | - |
| " 12500 | " 14000 " | 57+-17 | - | - | - |
| " 14000 | " 16000 " | - | - | - | - |
| " 16000 | " 18000 " | - | - | - | - |
| " 18000 | " 20000 " | - | - | - | - |
Примечания:
1. Данные табл. 2 распространяют на детали, у которых
2. Нижнее предельное отклонение длины поковки допускается увеличивать на 50%.
3. Скосы после рубов должны быть без заусенцев и не должны препятствовать постановке центров.
4. Массу напуска ( ) на скосе после рубки с одной стороны, кг, вычисляют по формуле
) на скосе после рубки с одной стороны, кг, вычисляют по формуле
Длина напусков отруба с одной стороны не должна превышать  . Угол скоса от руба не контролировать.
. Угол скоса от руба не контролировать.
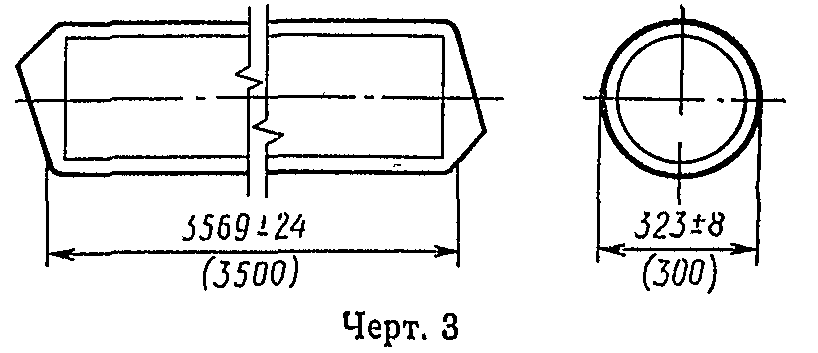
Пример назначения припусков и допусков гладкой поковки круглого сечения приведен на черт. 3.
 | |
| 818 × 353 пикс. Открыть в новом окне | |
11. Припуски и предельные отклонения для гладких поковок прямоугольного сечения следует назначать в соответствии с черт. 4 и табл. 3.
 | |
| 998 × 420 пикс. Открыть в новом окне | |