- типу управления: с ручным управлением, с пневмо- или гидроприводом, с электроприводом.
4.2 Номинальные давления PN - по ГОСТ 26349. В настоящем стандарте (ТУ, КД на конкретную задвижку) могут по требованию заказчика предусматриваться нестандартные ряды номинальных давлений.
4.3 Условные проходы (номинальные размеры) DN - по ГОСТ 28338.
4.4 Давления пробные  и рабочие
и рабочие  - по ГОСТ 356.
- по ГОСТ 356.
4.5 Значение рабочего давления приводят в технических требованиях (технической характеристике) сборочного чертежа задвижки, а также, по усмотрению разработчика задвижки, в других документах основного комплекта КД. Пример записи рабочего давления 80  .
.
4.6 Пробное давление приводят в технических требованиях чертежей деталей (сборочных единиц), подлежащих испытаниям на соответствие 5.1.4.6.
Пример обозначения пробного давления 120  :
:
4.7 Строительные длины - по ГОСТ 3706. В ТУ, КД на конкретную задвижку может по требованию заказчика предусматриваться нестандартная строительная длина.
4.8 Муфтовые концы - по ГОСТ 6527, цапковые и штуцерные - по ГОСТ 2822, штуцерно-торцовые - по ГОСТ 5890. В ТУ, КД на конкретную задвижку могут по требованию заказчика предусматриваться нестандартные штуцерные концы.
4.9 Для задвижек на PN от 0,1 до 20,0 МПа (от 1 до 200  ) типы, присоединительные размеры и размеры уплотнительных поверхностей фланцев - по ГОСТ 12815, конструкция и размеры - по ГОСТ 12817 - ГОСТ 12821; для задвижек на PN свыше 20,0 до 25,0 МПа (свыше 200 до 250 ) - по ГОСТ 9399 или по требованию заказчика по ТУ, КД на конкретную задвижку.
) типы, присоединительные размеры и размеры уплотнительных поверхностей фланцев - по ГОСТ 12815, конструкция и размеры - по ГОСТ 12817 - ГОСТ 12821; для задвижек на PN свыше 20,0 до 25,0 МПа (свыше 200 до 250 ) - по ГОСТ 9399 или по требованию заказчика по ТУ, КД на конкретную задвижку.
4.10 Концы патрубков под приварку к трубопроводу - по ГОСТ 16037, если иное не предусмотрено КД на конкретную задвижку.
4.11 Коэффициент сопротивления и методы измерения этого коэффициента указывают в ТУ, КД на конкретную задвижку.
4.12 Толщину стенки основных корпусных деталей задвижек определяют конструктивно и (или) с подтверждением расчетом в случае необходимости (определяет разработчик).
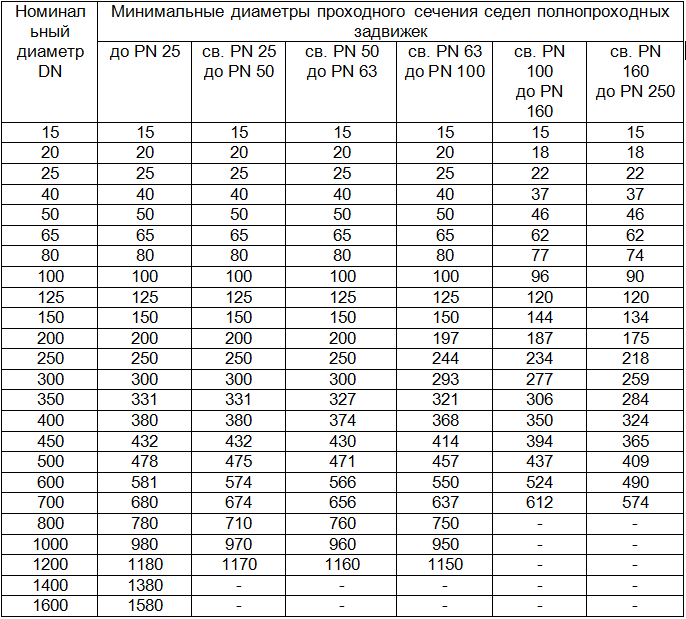
4.13 Минимальные диаметры проходного сечения седел полнопроходных задвижек приведены в таблице 1.
Таблица 1 - Минимальные диаметры проходного сечения седел полнопроходных задвижек
В миллиметрах
 | |
| 686 × 619 пикс. Открыть в новом окне | |
4.14 Разработчик неполнопроходной задвижки может установить диаметр проходного сечения седел по таблице 2.
Таблица 2 - Рекомендуемые диаметры проходного сечения седел неполнопроходных задвижек
В миллиметрах
 | |
| 650 × 182 пикс. Открыть в новом окне | |
Окончание таблицы 2
В миллиметрах
 | |
| 650 × 184 пикс. Открыть в новом окне | |
4.15 Размеры вспомогательных отверстий для крепления дополнительных деталей и устройств на корпусах и крышках задвижек должны приниматься в соответствии с рисунком 1 и таблицей 3.
Рисунок 1 - Вспомогательные отверстия для крепления дополнительных деталей и устройств на корпусах и крышках задвижек
 | |
| 546 × 293 пикс. Открыть в новом окне | |
Таблица 3 - Размеры вспомогательных отверстий для крепления дополнительных деталей и устройств на корпусах и крышках задвижек
В миллиметрах
 | |
| 653 × 312 пикс. Открыть в новом окне | |
4.16 Материал задвижек устанавливают в ТУ, КД на конкретные задвижки.
4.17 В зависимости от условий эксплуатации и примененных материалов допускаются различные сочетания основных параметров, устанавливаемых в ТУ, КД на конкретные задвижки.
4.18 Рабочие среды и применимость задвижек для конкретных рабочих сред устанавливают в ТУ, КД на конкретные задвижки. Классификация рабочих сред - по ГОСТ 12.1.007.
5 Общие технические требования
5.1 Характеристики
5.1.1 Задвижки должны соответствовать требованиям настоящего стандарта, стандартов (ТУ и КД) на конкретные задвижки.
5.1.2 Требования на задвижки, поставляемые на экспорт, в том числе в страны с тропическим климатом - по ГОСТ 26304.
5.1.3 Требования стойкости к внешним воздействиям
5.1.3.1 Климатическое исполнение - по ГОСТ 15150 и в соответствии с ТУ, КД на конкретные задвижки.
5.1.4 Требования технологичности
5.1.4.1 Уплотнительные поверхности седел, запирающих элементов, корпусов, крышек, шпинделей, сальниковых и направляющих втулок должны в части наличия рисок, вмятин и других видимых дефектов, обнаруживаемых визуальным контролем, соответствовать контрольному образцу (эталону).
5.1.4.2 Сварка, сварные соединения и контроль сварных соединений должны выполняться в соответствии с требованиям НД, оговоренными в ТУ, КД на конкретную задвижку, либо непосредственно в соответствии с требованиями КД. Если в ТУ, КД на конкретные задвижки не указано иное, методы контроля сварных соединений - по ГОСТ 3242.
5.1.4.3 Измерение твердости в определенном месте детали либо на образцах-свидетелях, изготовленных из материала той же плавки, что и детали, и термообработанных совместно с этими деталями, должно быть оговорено в КД на конкретные задвижки. При отсутствии таких указаний место измерения твердости - по усмотрению предприятия-изготовителя. Методы измерения твердости - по ГОСТ 9012 и ГОСТ 9013.
5.1.4.4 Методы контроля металлических и неметаллических неорганических покрытий деталей - по ГОСТ 9.302.
5.1.4.5 Детали, имеющие механические повреждения, загрязнения, следы коррозии, к сборке не допускаются. Признаки указанных дефектов - согласно КД на конкретные задвижки. Резьбы и трущиеся поверхности деталей, не соприкасающиеся с рабочей средой, должны быть смазаны. Вещества, применяемые для смазки, должны быть указаны в КД.
5.1.4.6 Материал деталей и сварных швов, работающих под давлением среды, должен быть прочным и плотным, обеспечивая соблюдение критериев, приведенных в 8.6.
5.1.4.7 Сальниковое уплотнение должно быть герметичным, обеспечивая соблюдение критериев, указанных в 8.7.
Герметичность должна обеспечиваться при условии, что втулка сальника входит в сальниковую камеру не более чем на 30% своей высоты, но не менее чем на 2 мм.
5.1.4.8 При перемещении запирающего элемента между крайними его положениями не допускается увеличение крутящего момента на шпинделе (усилия на рукоятке, маховике и т.п.) сверх указанного для этого перемещения в стандартах (ТУ, КД) на конкретную задвижку.