5.1.8 Прокат в мотках изготовляют номинальным диаметром до 22,0 мм включительно.
5.1.9 Прокат в мотках должен быть смотан или уложен без перепутывания витков между собой. Допускается смещение или нахлест витков, не ухудшающих их свободную размотку без перепутывания.
Моток должен состоять из одного отрезка. Допускается, кроме мотков, изготовленных по способам 3 и 4, наличие мотков, состоящих из двух отрезков, в количестве не более 10% массы партии.
Масса мотков должна быть от 0,5 до 5,0 т включительно. Допускается при заказе согласовывать другую массу мотков.
Габаритные размеры мотков - по согласованию изготовителя с заказчиком.
5.1.9.1 Прокат в мотках, изготовляемый по способам 3 и 4, должен иметь относительную плотность смотки n не менее 70%, которую определяют как частное от деления действительной массы мотка на массу трубы, рассчитанную по фактическим габаритным размерам мотка по формуле
где n - относительная плотность смотки мотка, %;
mф - фактическая масса мотка, т;
H - высота мотка по максимальным габаритам, м;
D - наружный диаметр мотка по максимальным габаритам, м;
d - внутренний диаметр мотка по минимальным габаритам, может приниматься без измерений как размер сердечника разъемной катушки, на которой формируется моток, м;
Рекомендуемые габаритные размеры мотка, м:
- внутренний диаметр - 0,60 - 0,85;
- наружный диаметр - 1,05 - 1,30;
- высота - 0,60 - 0,80.
5.2 Требования к геометрическим параметрам периодического профиля
5.2.1 Прокат в зависимости от формы и сечения профиля, формы и расположения поперечных ребер может изготовляться четырех форм - 1ф, 2ф, 3ф и 4ф. Общие требования к контролируемым геометрическим параметрам периодического профиля приведены в таблице 2.
Таблица 2
Общие требования к контролируемым геометрическим параметрам
периодических профилей форм 1ф, 2ф, 3ф и 4ф
Параметр профиля (рисунки 1 - 4) | Номинальный диаметр dн, мм | Форма профилей | |||
1ф (рисунок 1) | 2ф (рисунок 2) | 3ф (рисунок 3), 4ф (рисунок 4) | |||
| Высота поперечных ребер h, мм | От 4,0 до 10,0 включ. Св. 10,0 " 22,0 включ. " 22,0 | Не менее 0,05dн | Не менее 0,070dн | Не менее 0,05dн | |
| Не менее 0,065dн | |||||
| Не менее 0,060dн | |||||
| Шаг поперечных ребер t, мм | От 4,0 до 10,0 включ. | От 0,55dн до 1,00dн включ. | От 0,55dн до 1,00dн включ. | ||
| Св. 10,0 до 22,0 включ. | От 0,50dн до 1,00dн включ. | ||||
| Св. 22,0 | От 0,45dн до 1,00dн включ. | ||||
| Угол наклона поперечного ребра | От 4,0 до 40,0 включ. | От 35° до 90° включ. | От 35° до 75° включ. | ||
| Угол наклона боковой поверхности поперечного ребра | От 4,0 до 40,0 включ. | Не менее 45° | Не менее 45° | ||
Суммарное расстояние между концами поперечных ребер  , мм , мм | От 4,0 до 40,0 включ. | 2b1 (рисунок 1, разрез А-А или вид В) | Не более | ||
| Овальность, мм, не более | Повышенной точности (ОВ1) | От 4,0 до 8,0 включ. | 1,0 | 1,0 | Для проката профиля форм 3ф и 4ф способа производства 3 по таблице 3 - 0,1dн. Для проката профиля 4ф, способов производства 1 и 2 по таблице 3 - аналогично нормам для профиля формы 2ф |
Св. 8,0 " 14,0 " | 1,2 | 1,2 | |||
" 14,0 " 25,0 " | 1,6 | 1,6 | |||
" 25,0 | 2,4 | 2,4 | |||
| Обычной точности (ОВ2) | От 6,0 до 8,0 включ. | 2,2 | 2,2 | ||
Св. 8,0 " 14,0 " | 2,5 | 2,5 | |||
" 14,0 " 25,0 " | 3,0 | 3,0 | |||
" 25,0 | 4,2 | 4,2 | |||
| Относительная площадь смятия поперечных ребер fR, не менее | От 4,0 до 6,0 включ. | 0,039 (Cmin) | |||
Св. 6,0 " 8,0 " | 0,045 (Cmin) | ||||
" 8,0 " 10,0 " | 0052 (Cmin) | ||||
" 10,0 " 40,0 " | 0,056 (Cmin) | ||||
<1> Параметры Примечания 1 Точность по овальности проката (ОВ1 или ОВ2) оговаривают в заказе. При отсутствии указания в заказе, точность по овальности выбирает изготовитель и указывает в документе о качестве. 2 Cmin - величина, соответствующая нижним границам соответствующих параметров, приведенных в таблицах 2, 5 и 7. | |||||
5.2.1.1 Прокат классов А400, А500, А600, Ап600 изготовляют формой профиля 1ф, 2ф, 3ф, 4ф. Параметры профилей - в соответствии с таблицей 2.
5.2.1.2 Прокат классов А800, А1000 изготовляют формой профиля 2ф. Параметры профилей - в соответствии с таблицей 2.
5.2.1.3 Допускается по согласованию изготовителя с заказчиком производство проката всех классов с профилем другой формы, не ухудшающей требований к прокату, изложенных в настоящем стандарте.
5.2.1.4 Форму профиля (1ф, 2ф, 3ф, 4ф) оговаривают в заказе, при отсутствии указания - ее устанавливает изготовитель и указывает в документе о качестве.
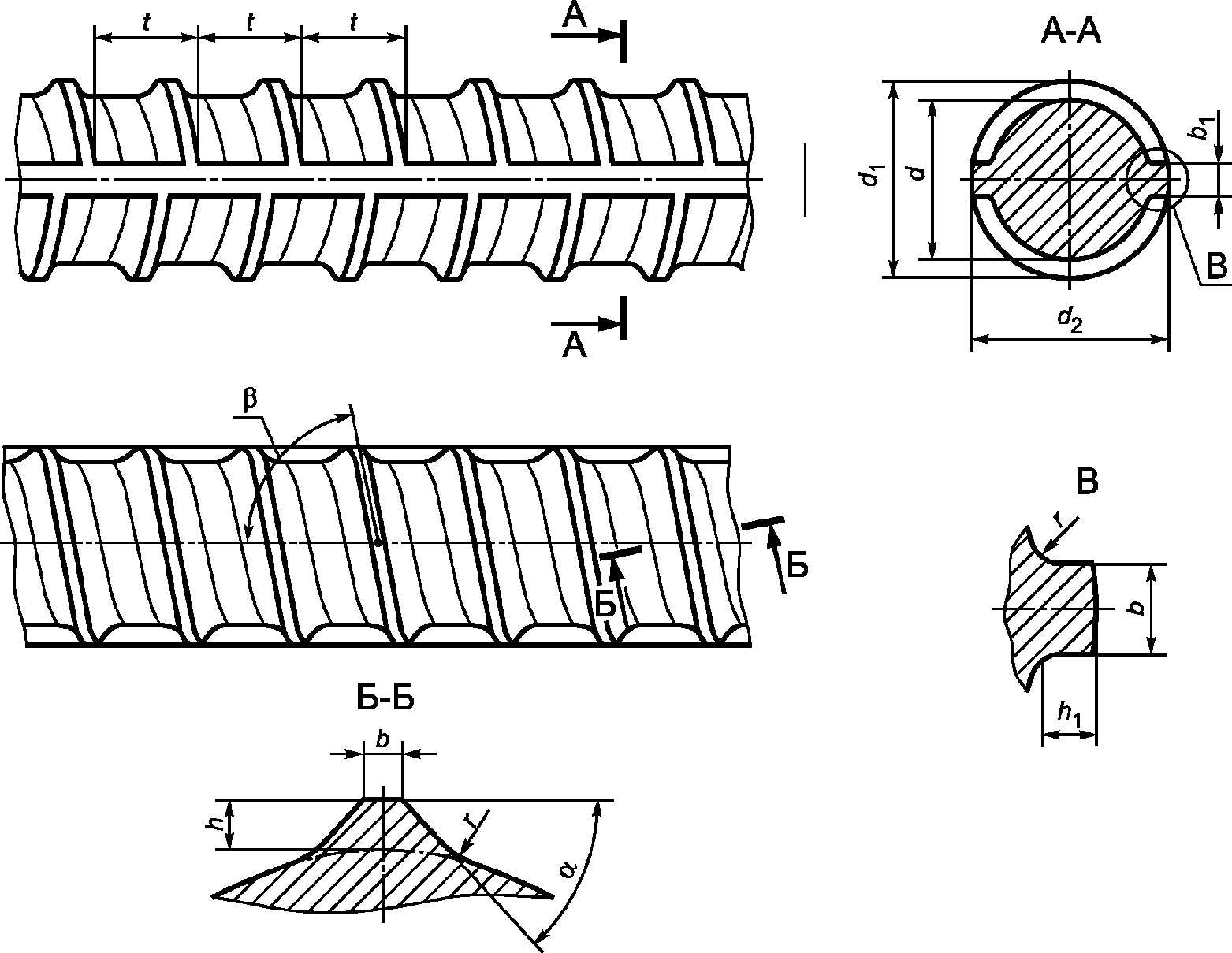
5.2.2 Форма профиля 1ф (рисунок 1) соответствует периодическому профилю с двумя продольными и поперечными наклонными к оси ребрами кольцевого сечения с равномерной толщиной полуколец, расположенных с двух противоположных по периметру сторон. Контур поперечных и продольных ребер на разрезе А-А (рисунок 1) образует замкнутый круг или овал (кольцевой профиль).
Форма профиля 1ф, как правило, применяется для способов производства 1, 2 и 4 по таблице 3.
 | |
| 1563 × 1209 пикс. Открыть в новом окне | |
Рисунок 1 - Конфигурация и параметры
периодического профиля по форме 1ф
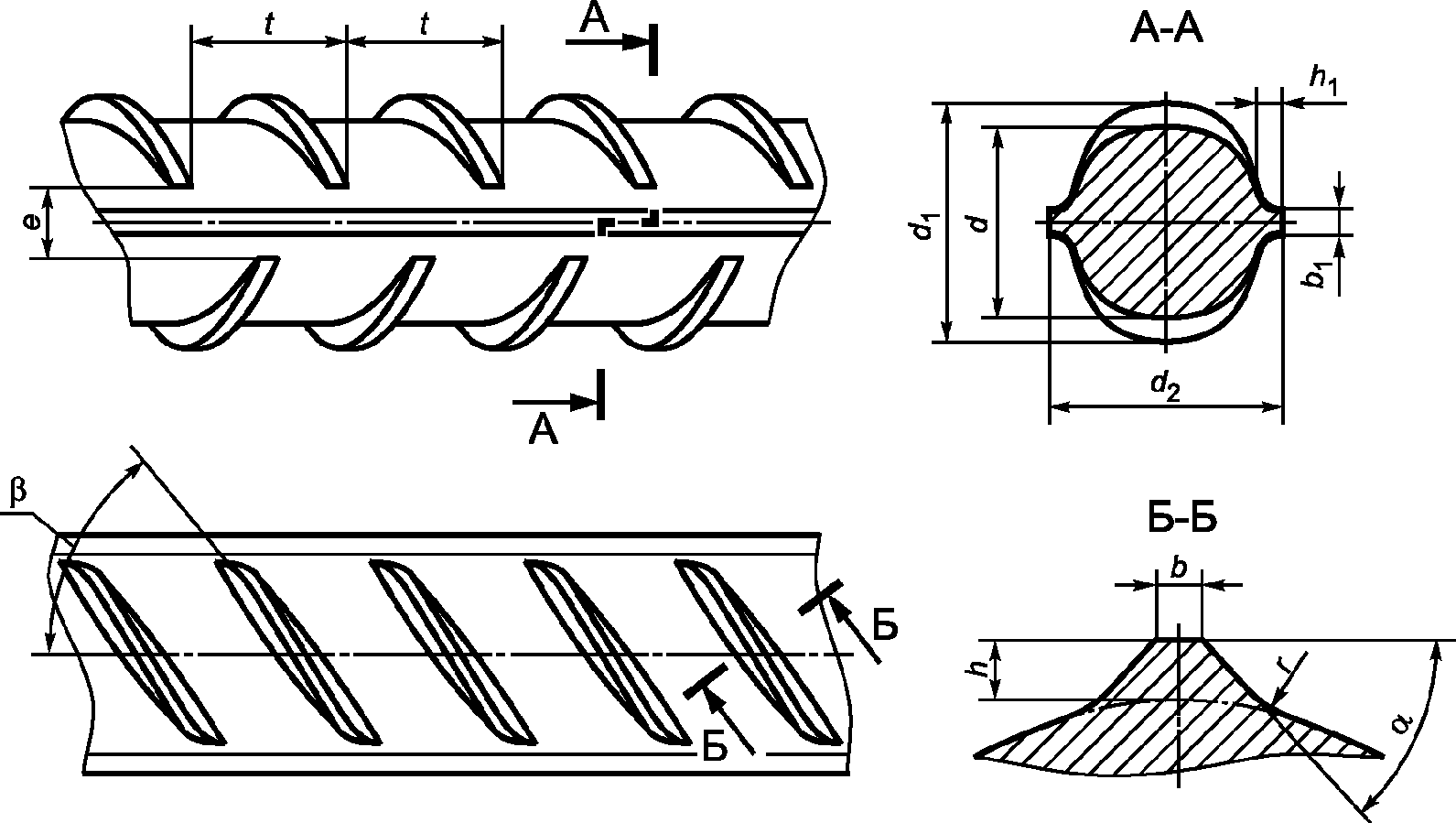
5.2.3 Форма профиля 2ф (рисунок 2) соответствует периодическому профилю с двумя продольными ребрами (или без них) и поперечными наклонными к оси ребрами серповидного сечения, расположенными с двух противоположных по периметру сторон. Контур поперечных и продольных ребер на разрезе (рисунок 2) имеет переменную по вертикальной оси замкнутую линию (серповидный профиль).
При выполнении формы профиля 2ф без продольных ребер контур поперечных ребер и безреберных (гладких) участков в сечении должен образовывать замкнутый круг или овал.
Форма профиля 2ф, как правило, применяется для способов производства 1, 2 и 4 по таблице 3.
 | |
| 1591 × 899 пикс. Открыть в новом окне | |
Рисунок 2 - Конфигурация и параметры
периодического профиля по форме 2ф
Таблица 3
Рекомендуемые способы производства проката и условия
отбора и подготовки проб к проведению испытаний
на растяжение и изгиб или изгиб с разгибом
Рекомендуемые способы производства проката | Условия отбора и подготовки проб для проведения испытаний на растяжение и изгиб или изгиб с разгибом | |
В состоянии поставки (И1) | После искусственного старения (И2) | |
| Способ 1.Горячая прокатка гладкого и периодического профиля без контролируемого охлаждения в потоке прокатного стана | + | - |
| Способ 2.Горячая прокатка периодического профиля с контролируемым охлаждением в потоке прокатного стана | + | + |
| Способ 3.Холодная обработка мотков горячекатаного гладкого круглого проката с нанесением периодического профиля | + | + |
| Способ 4.Холодная обработка горячекатаного проката периодического профиля | + | + |
| Способ 5.Холодная правка и резка проката на прутки при размотке мотков | + | + |
Примечание - Знак "-" означает, что условия отбора и подготовки проб (И2) для данного способа производства не применяют, знак "+" - применяют. | ||
5.2.4 Форма профиля 3ф (рисунок 3) соответствует периодическому профилю без продольных ребер и с поперечными наклонными к оси ребрами серповидного сечения, расположенными с трех сторон равномерно по периметру. Контур поперечных ребер и безреберных (гладких) участков на разрезе А-А (e, рисунок 3) образует замкнутый круг или овал (трехсторонний профиль).
Форма профиля 3ф, как правило, применяется для способа производства 3 по таблице 3.
5.2.5 Форма профиля 4ф (рисунок 4) соответствует периодическому профилю без продольных ребер и с поперечными наклонными к оси ребрами сегментного сечения, расположенными симметрично с четырех сторон по периметру. Контур поперечных ребер и безреберных (гладких) участков на разрезе А-А (e, рисунок 4) образует замкнутый круг или овал (четырехсторонний профиль).
 | |
| 1553 × 922 пикс. Открыть в новом окне | |
Рисунок 3 - Конфигурация и параметры
периодического профиля по форме 3ф
 | |
| 1440 × 980 пикс. Открыть в новом окне | |