где H- глубина залегания дефектов;
D - наружный диаметр трубчатых элементов.
11.3.3. Условное расстояние между дефектами измеряют расстоянием между крайними положениями ПЭП, при которых была определена условная протяженность двух рядом расположенных дефектов.
12. Технология контроля
12.1. Контроль стыковых сварных соединений без подкладных пластин
12.1.1. Контроль осуществляется эхо-методом наклонными совмещенными ПЭП.
12.1.2. Выбор ПЭП производят по табл. 5.
Таблица 5
Характеристики ПЭП для контроля стыковых сварных соединений
Номинальная толщина, мм | Частота, МГц | Угол ввода при контроле, ° | |
прямым лучом | однократно отраженным лучом | ||
| От 4 до 10 включительно | 4...6 | 70...75 | 70...75 |
| Свыше 10 до 16 включительно | 4...6 | 60...65 | 60...65 |
| Свыше 16 до 20 включительно | 1,8...2,5 | 60...65 | 60...65 |
| Свыше 20 до 60 включительно | 1,8...2,5 | 60...65 | 45...50 |
| Примечание: параметры ПЭП (угол ввода, стрела) следует выбирать из условий обеспечения прозвучивания всего наплавленного металла центральным лучом УЗ пучка. | |||
12.1.3. Настройку глубиномера, ВРЧ, длительности развертки и чувствительности дефектоскопа производят согласно требованиям, изложенным в разд. 9. Настройка чувствительности выполняется способом 1.
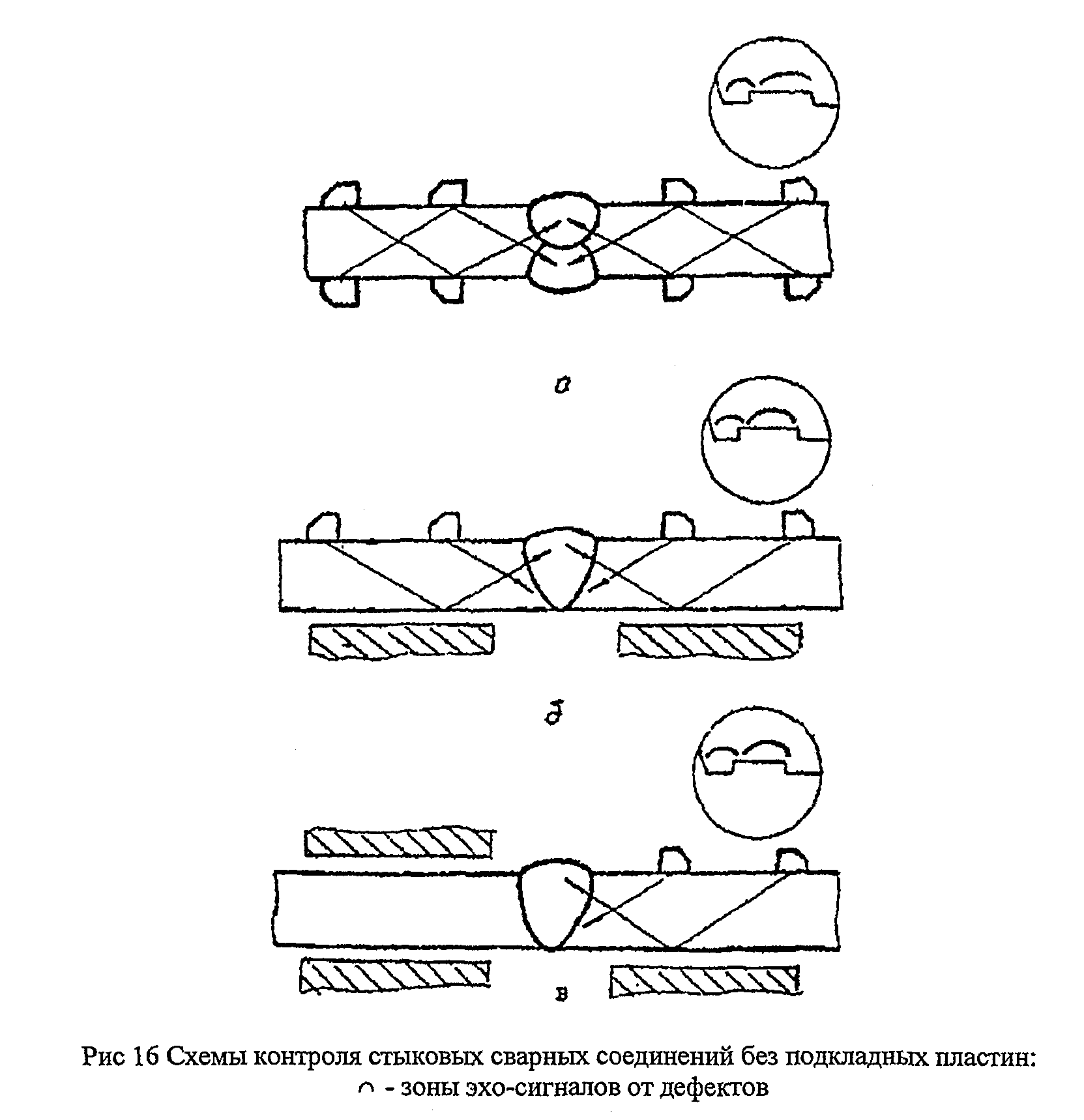
12.1.4. В зависимости от доступности сварные швы контролируют:
прямым и однократно отраженным лучом с четырех сторон (см. рис. 16, а);
прямым и однократно отраженным лучом с двух сторон при недоступности для контроля: одной поверхности сварного соединения (см. рис. 16, б);
прямым и однократно отраженным лучом с одной стороны, если остальные стороны недоступны для контроля (см. рис. 16, в).
Примечания. 1. Контроль швов с разной толщиной свариваемых элементов проводят со стороны листа меньшей толщины.
2. При контроле соединений элементов, имеющих скосы от кромок, озвучивание со стороны скоса не производят (см. рис. 17).
12.2. Контроль стыковых сварных соединений с подкладными пластинами
12.2.1 Контроль осуществляют эхо-методом наклонными совмещенными ПЭП.
12.2.2. Выбор ПЭП производят по данным табл. 5.
12.2.3. Настройку глубиномера, ВРЧ, длительности развертки и чувствительности дефектоскопа производят согласно рекомендациям, изложенным в разд. 9. Настройку чувствительности выполняют способом 1.
12.2.4. Прозвучивание осуществляют по схеме, представленной на рис. 18.
 | |
| 1663 × 1719 пикс. Открыть в новом окне | |
 | |
| 1816 × 360 пикс. Открыть в новом окне | |
 | |
| 1759 × 637 пикс. Открыть в новом окне | |
12.3.1. Контроль осуществляют эхо-методом наклонными совмещенными ПЭП и прямыми РС-ПЭП.
12.3.2. Выбор ПЭП производят по данным табл. 6.
Таблица 6
Характеристики ПЭП для контроля угловых и тавровых сварных соединений, выполненных без конструктивных непроваров
Номинальная толщина, мм | Частота при контроле наклонным совмещенным и прямым PC ПЭП, МГц | Угол ввода при контроле, ° | ||
со стороны привариваемого элемента | со стороны основного элемента | |||
прямым лучом | однократно отраженным лучом | |||
| От 4 до 10 включительно | 4...6 | 65...70 | 65 | 60...65 |
| Свыше 10 до 16 включительно | 4...6 | 60...65 | 60...65 | 60...65 |
| Свыше 16 до 20 включительно | 1,8...2,5 | 60...65 | 60...65 | 60...65 |
| Свыше 20 до 60 включительно | 1,8...2,5 | 60...65 | 45...50 | 45...50 |
| Примечание: параметры ПЭП (угол ввода и стрела) следует выбирать из условия обеспечения прозвучивания всего наплавленного металла центральным лучом УЗ пучка. | ||||
12.3.3. Настройку глубиномера, ВРЧ, длительности развертки и чувствительности дефектоскопа производят согласно требованиям, изложенным в разделе 9. Настройку чувствительности при контроле наклонными совмещенными ПЭП выполняют способом 1, а при контроле прямыми PC ПЭП - способом 4.
12.3.4. В зависимости от доступности соединение контролируют по одной из следующих схем:
прямым и однократно отраженным лучом наклонным совмещенным ПЭП со стороны привариваемого элемента, а также прямым РС-ПЭП со стороны основного элемента при двусторонней сварке и толщине основного элемента 10 мм и более (см. рис. 19, а);
прямым и однократно отраженным лучом наклонным совмещенным ПЭП с обеих сторон привариваемого элемента при отсутствии доступа со стороны основного элемента или при толщине основного элемента менее 10 мм (см. рис. 19, б);
прямым и однократно отраженным лучом наклонным совмещенным ПЭП с одной стороны привариваемого элемента при отсутствии доступа со стороны основного элемента и другой стороны привариваемого элемента (см. рис. 19, в);
прямым лучом наклонным совмещенным ПЭП и прямым РС-ПЭП со стороны основного элемента при отсутствии доступа со стороны привариваемого элемента и при двусторонней сварке и толщине основного элемента не менее 10 мм (см. рис. 19, г).
Примечание: угловые соединения, у которых оба соединенных элемента сварены торцовыми поверхностями, контролируют по схеме, представленной на рис. 19, д.
12.4. Контроль тавровых сварных соединений без разделки кромок, выполненных с конструктивным непроваром
12.4.1. Контроль осуществляют эхо-методом наклонными совмещенными ПЭП.
12.4.2. Односторонние соединения контролируют ПЭП с углом ввода 45...50°. При толщине привариваемого элемента до 16 мм включительно применяют ПЭП на частоту 4...6 МГц, а при толщине привариваемого элемента свыше 16 мм - ПЭП на частоту 1,8...2,5 МГц. Двусторонние соединения контролируют ПЭП, выбранными по данным табл. 7.
12.4.3. Настройку глубиномера, ВРЧ, длительности развертки и чувствительности дефектоскопа производят согласно требованиям, изложенным в разд. 9. Настройку чувствительности выполняют способом 2.
12.4.4. Односторонние соединения контролируют однократно отраженным лучом, а двусторонние - прямым лучом (см. рис. 20).
 | |
| 1469 × 1878 пикс. Открыть в новом окне | |
 | |
| 1391 × 831 пикс. Открыть в новом окне | |
12.5.1. Соединения контролируют с целью определения соответствия фактической ширины непровара предельно допустимому конструкторской документацией значению. Контроль производят со стороны основного элемента двумя наклонными совмещенными ПЭП с углами ввода 45...50°, включенными по Раздельной схеме. Настройку чувствительности производят по эхо-сигналу, отраженному от свободной поверхности основного элемента по максимуму эхо-сигнала с фиксацией положения ПЭП с помощью планки, скобы и т.п. (см. рис. 21).
Браковочную чувствительность контроля определяют, как разницу показания аттенюатора, полученного при максимуме эхо-сигнала от свободной поверхности и поправки, определяемой из графика на рис. 22 для нормативной ширины непровара. Сканирование соединения осуществляют по поверхности основного элемента таким образом, чтобы совмещенная плоскость излучения-приема преобразователей была параллельной оси сварного шва.
 | |
| 1762 × 1365 пикс. Открыть в новом окне | |
 | |
| 1719 × 1147 пикс. Открыть в новом окне | |
12.6.1. Контроль осуществляют эхо-методом наклонными совмещенными ПЭП.
12.6.2. Выбор ПЭП производят по данным табл. 7.
Таблица 7
Характеристики ПЭП для контроля нахлесточных сварных соединений
Номинальная толщина, мм | Частота, МГц | Угол ввода, ° |
| От 4 до 16 включительно | 4...6 | 45...50 (65...70) |
| Свыше 16 до 60 включительно | 1,8...2,5 | 45...50 |
| Примечание: ПЭП с углами ввода, указанными в скобках, применяют, если величина катета шва не позволяет провести контроль корня шва. | ||