В.2.1 В качестве альтернативной маркировки класса и изготовителя проката может применяться нанесение маркировки проката сочетанием поперечных ребер обычного наклона с ребрами измененного наклона (см. рисунки В.2 а и В.2 б).
В.2.2 Допускается заменять измененный наклон ребра на измененную толщину ребра согласно рисункам В.3 а и В.3 б или на пропуски поперечных ребер.
В.2.3 Маркировку класса проката выполняют в зашифрованном виде на одной стороне ребер. Одно ребро с измененным углом наклона (рисунок В.2 а) или одно утолщенное ребро (рисунок В.3 а) определяют начало считывания маркировки класса проката. Далее следуют ребра с обычным углом наклона или ребра обычной толщины. Их количество показывает шифр класса в соответствии с таблицей В.1. Окончание считывания маркировки класса проката определяют одним ребром с измененным углом наклона или одним утолщенным ребром.
В.2.4 Маркировку реализованных в прокате требований из дополнительного набора технических требований допускается не наносить при согласовании в заказе.
В.2.5 Маркировку изготовителя выполняют в зашифрованном виде на стороне, свободной от маркировки класса проката. Два ребра с измененным углом наклона подряд (рисунок В.2 б) или два утолщенных ребра подряд (рисунок В.3 б) определяют начало считывания маркировки изготовителя. Далее за ними следуют ребра с обычным углом наклона или обычной толщины. Их количество показывает номер изготовителя согласно присвоенным номерам, приведенным в таблице В.2. Окончание считывания маркировки изготовителя определяется одним ребром с измененным углом наклона или одним утолщенным ребром.
В.2.6 При маркировке изготовителя присвоенным двузначным номером разделение знаков (десятков и единиц) осуществляется дополнительным ребром с измененным углом наклона или утолщенным ребром, как показано на примере в таблицах В.3 и В.4.
 | |
| 1422 × 651 пикс. Открыть в новом окне | |
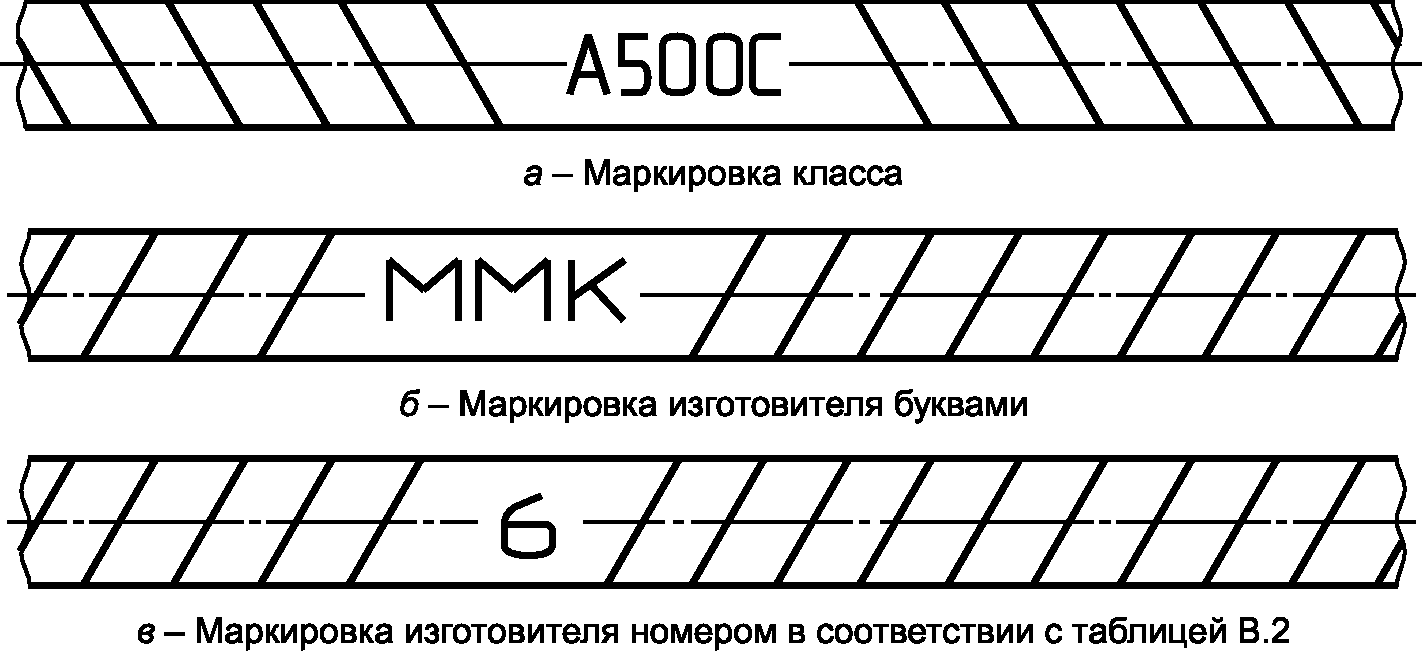
Рисунок В.1 - Маркировка проката надписью
 | |
| 1520 × 744 пикс. Открыть в новом окне | |
Рисунок В.2 - Альтернативная маркировка проката
измененным наклоном поперечных ребер
 | |
| 1519 × 747 пикс. Открыть в новом окне | |
Рисунок В.3 - Альтернативная маркировка проката
измененной толщиной поперечных ребер
Таблица В.1
Номера для маркировки класса проката
Класс проката | Количество ребер для маркировки классов | Класс проката | Количество ребер для маркировки классов |
А400 | 1 | Ап600 | 4 |
А500 | 2 | А800 | 5 |
А600 | 3 | А1000 | 6 |
Таблица В.2
Номера для маркировки изготовителей проката
Наименование изготовителя | Аббревиатура изготовителя | Номер для маркировки изготовителя |
| ПАО "Северсталь" | - | 1 |
| ОАО "Челябинский металлургический комбинат" | ЧМК | 2 |
| ОАО "Западно-Сибирский металлургический комбинат" | ЗСМК | 3 |
| ОАО "Белорусский металлургический завод - управляющая компания холдинга "Белорусская металлургическая компания" | - | 4 |
| ОАО "Чусовской металлургический завод" | - | 5 |
| ОАО "Магнитогорский металлургический комбинат" | ММК | 6 |
| ОАО "Амурметалл" | - | 7 |
| ОАО "Оскольский электрометаллургический комбинат" | ОЭМК | 8 |
| ОАО "Сулинский металлургический завод" | - | 9 |
| ОАО "Магнитогорский метизно-калибровочный завод "ММК-МЕТИЗ" (ОАО "ММК-МЕТИЗ") | ММК-МЕТИЗ | 10 |
| ОАО "Салдинский металлургический завод" | - | 11 |
| ОАО "Слуцкий металлургический завод" | - | 12 |
| ОАО "Нижнесергинский метизно-металлургический завод" | - | 13 |
| ОАО "Петровск-Забайкальский металлургический завод" | - | 14 |
| ОАО "Ревякинский металлопрокатный завод" | - | 15 |
| ОАО "Ижсталь" | - | 16 |
| ОАО "Белорецкий металлургический комбинат" | - | 17 |
| ПАО "Днепровский металлургический комбинат им. Ф.Э. Дзержинского" | ДМКД | 18 |
| ОАО Металлургический завод "Электросталь" | - | 19 |
| Филиал "Орловский" ОАО "Северсталь-метиз" | - | 20 |
| ОАО "Северсталь-метиз" (г. Череповец) | - | 21 |
| ОАО "Моспромжелезобетон" | - | 22 |
| ЗАО НПО "Армстройметиз" | - | 23 |
| ООО "Производственный комплекс А и М" | - | 24 |
| ОАО "Металлургический завод им. А.К. Серова" | СМЗ | 25 |
| ООО "ТУЛАЧЕРМЕТ-СТАЛЬ" | - | 26 |
| ООО "Текс Плюс" | - | 29 |
| ООО "Центрметалл - Метизы" | - | 31 |
| ГУП г. Москвы "Литейно-прокатный завод" | - | 33 |
| ООО "Абинский Электрометаллургический завод" | - | 34 |
| ООО "Мечел-Сервис" | - | 35 |
| ООО "РЭМЗ" (Ростовский электрометаллургический завод) | - | 36 |
| ООО "НЛМК-Калуга" | НЛМК | 37 |
| Филиал ООО "УГМК-Сталь" в г. Тюмени - "МЗ "Электросталь Тюмени" | ЭСТ | 38 |
| ООО "Став-Сталь" | - | 39 |
| АО "НЛМК-Урал" | - | 923 |
В.2.7 Примеры маркировки проката для изготовителя с номером 1 и 12 приведены в таблице В.3 и В.4.
Таблица В.3
Пример маркировки изготовителя
проката измененным наклоном ребер
Номер изготовителя | Маркировка | ||||
1 |
| ||||
12 |
| ||||
Таблица В.4
Пример маркировки изготовителя
проката измененной толщиной ребер
Номер изготовителя | Маркировка | ||||
1 |
| ||||
12 |
| ||||
В.3 Допускаются другие виды прокатной маркировки класса проката и изготовителя, не снижающие эксплуатационные свойства проката и согласованные с заказчиком.
Приложение Г
(обязательное)
МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ ПРОКАТА НА СВАРИВАЕМОСТЬ
Г.1 Контроль свариваемости (пригодности к сварке) проката соответствующего номинального диаметра проводят путем испытания широко применяющихся в строительстве и в наибольшей степени влияющих на механические свойства сварных соединений в соответствии с таблицей Г.1.
Таблица Г.1
Способ сварки | Номинальный диаметр проката dн, мм | Количество образцов для испытаний на | |||
растяжение | срез | отрыв | изгиб | ||
| Ручная дуговая сварка протяженными швами внахлестку | 10 - 25 | 6 | - | - | - |
| Ванно-шовная сварка на стальной скобе-накладке | 20 - 40 | 6 | - | - | - |
| Ручная дуговая сварка прихватками крестообразных соединений | 10 - 40 | 6 | - | - | 3 |
| Контактно-точечная сварка | 6 - 40 | 6 | 3 | - | 3 |
| Контактная стыковая сварка | 4 - 40 | 6 | - | - | - |
| Дуговая сварка под флюсом тавровых соединений | 8 - 22 | - | - | 6 | 3 |
| Примечание - Знак "-" означает, что испытание не проводят. | |||||
Г.2 Испытаниям на свариваемость подвергают прокат минимального, среднего и максимального номинальных диаметров из набора диаметров (сортамента), производимого изготовителем. Прокат каждого номинального диаметра отбирают для испытаний от трех случайно выбранных плавок.
Г.3 Изготовление образцов сварных соединений
Г.3.1 Конструкции и размеры соединений для горячекатаного проката принимают такими же, как для проката класса А-III (А400) по ГОСТ 14098. Для проката, изготовленного способом 2 по таблице 3, конструкции и размеры соединений принимают такими же, как для арматуры А-III (А400) по ГОСТ 14098, за исключением длины скобы-накладки при ванно-шовной сварке (по типу С15-Рс по ГОСТ 14098), которая должна быть не менее (4dн + l1), где l1 - зазор между свариваемыми стержнями.
Г.3.2 Применяемые для изготовления сварных образцов из горячекатаного проката оборудование, сварочные материалы, параметры режимов сварки и особенности технологии сварки должны быть такими же, как при сварке арматуры класса А-III (А400) в соответствии с требованиями руководящих технических материалов на сварку. При сварке образцов из проката, полученного способами 2, 3 и 4 по таблице 3, дополнительно должно быть учтено:
- ручная дуговая сварка протяженными швами внахлестку (по типу С23-Рэ по ГОСТ 14098) осуществляется наложением швов "от краев в середину", при этом каждый последующий шов накладывается после полного остывания предыдущего;
- при ванно-шовной сварке на стальной скобе-накладке (по типу С15-Рс по ГОСТ 14098) фланговые швы, соединяющие скобу-накладку со стержнями, должны накладываться "от краев в середину" в шахматном порядке после полного остывания основного ("ванного") шва;
- контактная стыковая сварка (по типу С1-Ко по ГОСТ 14098) должна осуществляться способом непрерывного оплавления без предварительного подогрева. Предварительный подогрев допускается только при сварке соединений стержней диаметром 32 мм и более.
Г.3.3 Конструкции и размеры образцов для испытаний в зависимости от типа соединения, способы испытаний и диаметры проката принимают по ГОСТ 10922 такими же, как для арматуры класса А400.
Г.4 Порядок проведения испытаний и оценка их результатов
Г.4.1 Испытания сварных образцов для классов проката А400С, А500С, А600С, Ап600С на растяжение, срез и отрыв проводят по методикам и с применением приспособлений, предусмотренных ГОСТ 10922 и ГОСТ 12004 для арматуры класса А400.
Г.4.2 Результаты испытаний на растяжение образцов стыковых соединений считают удовлетворительными, если разрушение происходит вне места сварки или при разрушении в области сварного соединения при временном сопротивлении не менее 500 Н/мм2 и не менее 600 Н/мм2 для проката классов А400С и А500С соответственно и не менее 700 Н/мм2 - для проката классов А600С и Ап600С. Разрушение в зоне сварного соединения должно быть пластичным, т.е. характеризоваться заметным сужением (типа "шейки"). Хрупкие разрушения (т.е. под углом 90° к оси стержня и без видимого сужения) не допускаются.
Г.4.3 Результаты испытаний на срез крестообразных соединений считают удовлетворительными, если усилие среза составляет не менее  ,
,
где  - предел текучести проката (в соответствии с таблицами 5 или 7);
- предел текучести проката (в соответствии с таблицами 5 или 7);
Fн - номинальная площадь поперечного сечения более тонкого стержня в соединении, по оси которого прилагается нагрузка при испытаниях.