Примечания:
1. Если длина бурта, определенная с учетом припусков по п. 12, будет меньше значений, полученных по табл. 7, то она увеличивается до размеров, определенных по табл. 7.
2. Минимальная поковочная длина фланцев должна быть на 50% больше, чем минимальная длина буртов, определенная по табл. 7.
3. Разницу в припуске между значениями, определенными по табл. 7 и по п. 12, прибавляют у фланцев со стороны уступа, а у буртов со стороны уступа большего диаметра.
4. В случае, если прибавление разницы в припуске со стороны уступа большего диаметра приводит к невозможности выполнения уступа или выемки, то со стороны уступа большего диаметра прибавляется только та часть разницы в припуске, которая не препятствует образованию выемки или уступа.
5. При увеличении длины фланца или бурта согласно примечанию 1 значение отрицательного отклонения на этой длине может быть соответственно увеличено.
6. Если поковка имеет два или более фланцев и буртов, удаленных друг от друга на расстояние не менее 2000 мм, то поковочную длину каждого бурта и фланца, определенную по табл. 7, можно увеличить на 100 мм.
Примеры определения возможности выполнения буртов и фланцев у поковок приведены на черт. 14 - 17.
 | |
| 750 × 398 пикс. Открыть в новом окне | |
 | |
| 765 × 472 пикс. Открыть в новом окне | |
 | |
| 440 × 431 пикс. Открыть в новом окне | |
 | |
| 549 × 437 пикс. Открыть в новом окне | |
Длина бурта равна 306 мм. По табл. 7 минимальная длина бурта должна быть 350 мм, следовательно на бурт выбирают напуск со стороны уступа большего диаметра.
Длина фланца равна 350 мм. По табл. 7 и с учетом примечания 2 минимальная длина фланца должна быть 405 мм, поэтому на фланец выбирается напуск согласно п. 14.
Весь напуск в соответствии с примечанием 3 прибавляют со стороны уступа.
15. Конусы выполняются на поковках при соблюдении следующих условий:
высота уступа  должна превышать двукратную высоту минимального уступа, определенного по табл. 5;
должна превышать двукратную высоту минимального уступа, определенного по табл. 5;
длина конусного уступа l должна быть больше или равна двум диаметрам основания конуса, а угол  ;
;
уступы и выемки выполняются, если длина присечки от соседнего выступа не менее 0,5 ширины бойка (черт. 18а) и не менее 1,2 ширины бойка (черт. 18б).
 | |
| 1088 × 341 пикс. Открыть в новом окне | |
Промежуточные диаметры конусной части не контролируются при условии обеспечения чистовых размеров детали.
Расчет массы конусной части ведется по размерам, включающим плюсовой допуск.
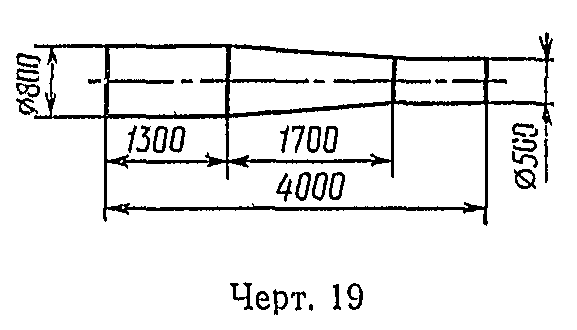
Пример выбора припусков и допусков на поковку с конусом для детали, указанной на черт. 19, приведен на черт. 20.
 | |
| 577 × 330 пикс. Открыть в новом окне | |
 | |
| 602 × 378 пикс. Открыть в новом окне | |
Высота уступа на детали 150 мм. Она больше удвоенной минимальной, высоты уступа, определенной по табл. 7 и равной 64 мм.
Длина конусной части 1700 мм больше удвоенного большего диаметра детали (1600 мм) и угол  , следовательно при ковке конус может быть выполнен. Длина уступа 1040 мм больше минимальной длины уступа, определенной по табл. 6 и равной 570 мм, следовательно этот уступ выполняется при ковке.
, следовательно при ковке конус может быть выполнен. Длина уступа 1040 мм больше минимальной длины уступа, определенной по табл. 6 и равной 570 мм, следовательно этот уступ выполняется при ковке.
16. Припуски и предельные отклонения для поковок типа цилиндры сплошные, муфты и диски сплошные и с отверстиями следует выбирать в соответствии с черт. 21 и табл. 8.
 | |
| 886 × 656 пикс. Открыть в новом окне | |
Таблица 8
мм | |||||||||||
Высота детали Н | Диаметр детали D | ||||||||||
Св. 200 до 224 | Св. 224 до 250 | Св. 250 до 280 | Св. 280 до 315 | Св. 315 до 355 | Св. 355 до 400 | Св. 400 до 450 | Св. 450 до 500 | Св. 500 до 560 | |||
Припуски дельта и предельные отклонения +- Дельта/2 | |||||||||||
От 125 | до 160 включ | 20+-5 | 20+-6 | 20+-7 | 20+-7 | 20+-7 | 20+-7 | 20+-8 | 21+-8 | 22+-9 | |
Св. 160 | " 200 " | 20+-6 | 20+-7 | 20 +-7 | 20+-7 | 20+-7 | 20+-8 | 21+-8 | 22+-9 | 23 +-9 | |
" 200 | " 250 " | 20+-7 | 20+-7 | 20+-7 | 20+-7 | 20+-8 | 21+-8 | 22+-9 | 23+-9 | 24+-10 | |
" 250 | " 315 " | 20+-7 | 20+-7 | 20+-7 | 20+-8 | 21+-8 | 22+-9 | 23+-9 | 24+-10 | 25+-10 | |
" 315 | " 400 " | 20+-7 | 20+-7 | 20+-8 | 21+-8 | 22+-9 | 23+-9 | 24+-10 | 25+-10 | 26+-11 | |
" 400 | " 500 " | - | 21+-8 | 22+-9 | 23+-9 | 24+-10 | 25+-10 | 26+-11 | 27+-11 | ||
" 500 | " 630 " | - | - | - | - | 24+-10 | 25+-10 | 26+-11 | 27+-11 | 28+-11 | |
" 630 | " 800 " | - | - | - | - | 27+-11 | 28+-11 | 29+-12 | |||
" 800 | " 1000 " | - | - | - | - | - | - | - | - | 30+-12 | |
" 1000 | " 1120 " | - | - | - | - | - | - | - | - | - | |
" 1120 | " 1250 " | - | - | - | - | - | - | - | - | - | |
" 1250 | " 1400 " | - | - | - | - | - | - | - | - | - | |
" 1400 | " 1550 " | - | - | - | - | - | - | - | - | - | |
" 1550 | " 1700 " | - | - | - | - | - | - | - | - | - | |
Продолжение табл. 8
мм | ||||||||||
Высота детали H | Диаметр детали D | |||||||||
Св. 560 до 630 | Св. 630 до 710 | Св. 710 до 800 | Св. 800 до 900 | Св. 900 до 1000 | Св. 1000 до 1120 | Св. 1120 до 1250 | Св. 1250 до 1400 | |||
Припуски дельта и предельные отклонения +- Дельта/2 | ||||||||||
От 125 | до 160 включ. | 23+-9 | 24+-10 | 25+-10 | 26+-11 | 27+-11 | 28+-11 | 29+-12 | 30+-12 | |
Св. 160 | " 200 " | 24+-10 | 25+-10 | 26+-11 | 27+-11 | 28+-11 | 29+-12 | 30+-12 | 31+-13 | |
" 200 | " 250 " | 25+-10 | 23+-11 | 27+-11 | 28+-11 | 29+12 | 30+-12 | 31+-13 | 32+-13 | |
" 250 | " 315 " | 26+-11 | 27+-11 | 28+-11 | 29+-12 | 30+-12 | 31+-13 | 32+-13 | 33+-14 | |
" 315 | " 400 " | 27+-11 | 28+-11 | 29+-12 | 30+-12 | 31+-13 | 32+-13 | 33+-14 | 35+-14 | |
" 400 | " 500 " | 28+-11 | 29+-12 | 30+-12 | 31+-13 | 32+-13 | 33+-14 | 35+-15 | 37+-15 | |
" 500 | " 630 " | 29+-12 | 30+-12 | 31+-13 | 32+-13 | 33+-14 | 35+-14 | 37+-15 | 39+-16 | |
" 630 | " 800 " | 30+-12 | 31+-13 | 32+-13 | 33+-14 | 35+-14 | 37+-15 | 39+-16 | 41+-17 | |
" 800 | " 1000 " | 31+-13 | 32+-13 | 33+-14 | 35+-14 | 37+-15 | 39+-16 | 41+-16 | 43+-18 | |
" 1000 | " 1120 " | - | 33+-14 | 35+-14 | 37+-15 | 39+-16 | 41+-17 | 43+-18 | 45+-19 | |
" 1120 | " 1250 " | - | - | 37+-15 | 39+-16 | 41+-17 | 43+-18 | 45+-19 | 47+-20 | |
" 1250 | " 1400 " | - | - | - | 41+-17 | 43+-18 | 45+-19 | 47+-20 | 49+-21 | |
" 1400 | " 1550 " | - | - | - | - | 45+-19 | 47+-20 | 49+-21 | 51+-21 | |
" 1550 | " 1700 " | - | - | - | - | - | 49+-21 | 51+-21 | 53+-22 | |
Продолжение табл. 8
мм | ||||||||||||||||
Высота детали H | Диаметр детали D | |||||||||||||||
Св. 1400 до 1550 | Св. 1550 до 1700 | Св. 1700 до 1850 | Св. 1850 до 2000 | Св. 2000 до 2200 | Св. 2200 до 2400 | Св. 2400 до 2600 | ||||||||||
Припуски дельта и предельные отклонения +- Дельта/2 | ||||||||||||||||
От 125 | до 160 включ. | 31+-13 | 32+-13 | 33+-14 | 35+-14 | - | - | - | ||||||||
Св. 160 | " 200 " | 32+-13 | 33+-14 | 35+-14 | 37+-15 | 39+-16 | - | - | ||||||||
" 200 | " 250 " | 33+-14 | 36+-14 | 37+-15 | 39+-16 | 41+-17 | 43+-18 | - | ||||||||
" 250 | " 315 " | 35+-14 | 37+-15 | 39+-16 | 41+-17 | 43 +-18 | 45+-19 | 47+-20 | ||||||||
" 315 | " 400 " | 37+-15 | 39 +-16 | 41+-17 | 43+-18 | 45+-19 | 47+-20 | 49+-21 | ||||||||
" 400 | " 500 " | 39+-16 | 41+-17 | 43+-18 | 45+-19 | 47+-20 | 49+-21 | 51+-21 | ||||||||
" 500 | " 630 " | 41+-17 | 43+-18 | 45+-19 | 47+-20 | 49+-21 | 51+-21 | 53+-22 | ||||||||
" 630 | " 800 " | 43+-18 | 45+-19 | 47+-20 | 49+-21 | 51+-21 | 53+-22 | 55+-23 | ||||||||
" 800 | " 1000 " | 45 +-19 | 47+-20 | 49+-21 | 51+-21 | 53+-22 | 55+-23 | 57 +-24 | ||||||||
" 1000 | " 1120 " | 47+-20 | 49+-21 | 51 +-21 | 53+-22 | 55+-23 | 57+-24 | 59+-25 | ||||||||
" 1120 | " 1250 " | 49 +-21 | 51+-21 | 53+-22 | 55+-23 | 57+-24 | 59+-25 | 61+-25 | ||||||||
" 1250 | " 1400 " | 51+-21 | 53+-22 | 55+-23 | 57+-24 | 59+-25 | 61+-25 | 63+-26 | ||||||||
" 1400 | " 1550 " | 53+-22 | 55+-23 | 57+-24 | 59+-25 | 61+-25 | 63+-26 | 65+-27 | ||||||||
" 1550 | " 1700 " | 55+-23 | 57+-24 | 59+-95 | 61+-25 | 63+-26 | 65+-27 | 67+-28 | ||||||||
Примечания:
1. Данные табл. 8 распространяют на детали, у которых  и
и  .
.
2. Припуск  и предельные отклонения
и предельные отклонения  на высоту H принимают равными припуску и предельным отклонениям на диаметр.
на высоту H принимают равными припуску и предельным отклонениям на диаметр.
3. Предельные диаметры прошиваемых отверстий вычисляют по формулам: максимальный диаметр прошиваемого отверстия
где D - диаметр заготовки перед прошивкой;
минимальный диаметр прошиваемого отверстия
где H - высота заготовки перед прошивкой. Если  , отверстие не прошивать.
, отверстие не прошивать.
4. Припуск  на отверстия в поковках определяют по табл. 9 как разность между диаметром отверстия и диаметром прошивня.
на отверстия в поковках определяют по табл. 9 как разность между диаметром отверстия и диаметром прошивня.
5. Допуск на прошиваемое отверстие принимают равным 0,6 от припуска, определенного по примечанию 4
6. На сплошных и с отверстиями поковках, имеющих отношение  , а также на поковках, имеющих
, а также на поковках, имеющих  с массой более 4000 кг или с наружным диаметром более 1200 мм, допускается сферичность b, форма и размеры которой не контролируются. При отношений
с массой более 4000 кг или с наружным диаметром более 1200 мм, допускается сферичность b, форма и размеры которой не контролируются. При отношений  и массе поковки менее 4000 кг напуск на сферичность не назначается и в массе поковки не учитывается. Массу напуска (сферичности) определяют по табл. 10 в зависимости от
и массе поковки менее 4000 кг напуск на сферичность не назначается и в массе поковки не учитывается. Массу напуска (сферичности) определяют по табл. 10 в зависимости от  и расчетной массы поковки
и расчетной массы поковки  , определенной по габаритным размерам без учета сферичности. На поковках со сферичностью верхнее предельное отклонение на наружный диаметр принимают равным 30 мм при диаметре до 1000 мм, 50 мм - при диаметре до 1500 мм и 80 мм - при диаметре выше 1500 мм.
, определенной по габаритным размерам без учета сферичности. На поковках со сферичностью верхнее предельное отклонение на наружный диаметр принимают равным 30 мм при диаметре до 1000 мм, 50 мм - при диаметре до 1500 мм и 80 мм - при диаметре выше 1500 мм.
7. Нижнее предельное отклонение на высоту поковки допускается увеличивать на 50%.
Пример выбора припусков и допусков на поковку с отверстиями приведен на черт. 22.
Припуски и предельные отклонения на наружные размеры выбирают по табл. 8. По формуле максимальный диаметр прошиваемого отверстия не должен превышать 228 мм, а минимальный диаметр не должен быть меньше 65 мм. По черт. 22 диаметр отверстия детали 200 мм, следовательно его можно прошить. По табл. 9 определяем, что прошивень должен быть диаметром 150 мм.