Толщину покрытия  в микрометрах вычисляют по формуле
в микрометрах вычисляют по формуле
где  - толщина покрытия, снимаемая 1 см3 раствора, мкм;
- толщина покрытия, снимаемая 1 см3 раствора, мкм;
Толщины для различных покрытий в зависимости от температуры приведены в табл. 6.
Таблица 6
 | |
| 706 × 1210 пикс. Открыть в новом окне | |
При расчете толщины покрытия в формулу вводят поправочный коэффициент для следующих покрытий:
1,1 - для цинкового из электролитов с блескообразователями ДХТИ-102, Ликонда ZnSR, Лимеда СЦ, Лимеда НЦ, Лимеда ОЦ;
1,2 - для цинкового из электролитов с блескообразующими добавками БЦ, НБЦ, БЦУ;
0,7 - для кадмиевого из сернокислых электролитов;
1,35 - для медного из цианистых электролитов;
1,1 - для медного из электролитов с блескообразующими добавками БС-1, БС-2, Лимеда Л-2А, ЛТИ-1,1;
1,1 - для никелевого из электролитов с блескообразующими добавками на основе 1,4-бутиндиола и сульфаминового электролита;
1,4 - для никелевого из электролитов с блескообразующими добавками на основе динатриевой соли нафталин-1,5-дисульфо-кислоты, динатриевых солей 2,6- и 2,7-нафталиндисульфокислоты;
1,1 - для сплава медь-цинк из цианистых электролитов.
При измерении толщины покрытий, полученных из электролитов с блескообразующими добавками, образовавшийся шлам следует удалить фильтровальной бумагой, свернутой в виде жгута.
При измерении толщины многослойных покрытий отдельно отмечают объем раствора, затраченный на растворение каждого слоя.
Относительная погрешность метода ±15%.
3.17. Метод капли
3.17.1. Метод основан на растворении покрытия соответствующим раствором, наносимым на поверхность каплями и выдерживаемым в течение определенного промежутка времени.
Метод применяют для однослойных и многослойных покрытий (послойно).
3.17.2. При проведении измерения на поверхность покрытия наносят из капельницы одну каплю раствора, выдерживают время, указанное в табл. 7, и насухо удаляют фильтровальной бумагой. Затем на то же место наносят вторую каплю раствора, повторяют до полного растворения покрытия.
Для предотвращения растекания раствора на поверхности детали с помощью любого химически стойкого изолирующего материала ограничивают площадку и наносят на нее каплю раствора для снятия покрытия.
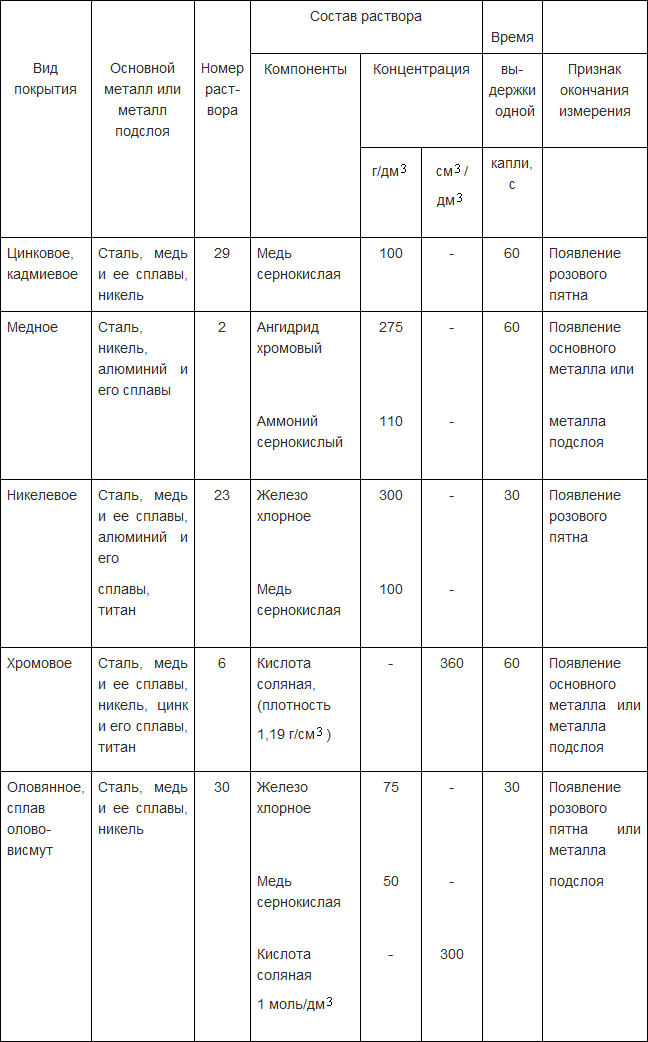
Растворы, применяемые для измерения толщины покрытия, время выдержки капли и признак окончания измерения приведены в табл. 7, а их приготовление - в приложении 4.
Таблица 7
Растворы, применяемые для контроля толщины покрытий методом капли
 | |
| 648 × 1042 пикс. Открыть в новом окне | |
 | |
| 648 × 876 пикс. Открыть в новом окне | |
3.17.3. Толщину покрытия  в микрометрах вычисляют по формуле
в микрометрах вычисляют по формуле
где  - толщина покрытия, снимаемая одной каплей раствора за определенное время, мкм;
- толщина покрытия, снимаемая одной каплей раствора за определенное время, мкм;
Толщина для различных покрытий в зависимости от температуры приведена в табл.8.
При расчете толщины покрытий, полученных из электролитов с блескообразующими добавками, поправочный коэффициент не вводят.
При расчете толщины никелевого покрытия на алюминии и его сплавах, полученного электрохимическим способом с предварительной цинкатной обработкой, следует пользоваться табл. 9.
При измерении многослойных покрытий отдельно подсчитывают количество капель, израсходованных на растворение каждого слоя.
Относительная погрешность метода ±30 %.
Таблица 8
 | |
| 881 × 928 пикс. Открыть в новом окне | |
 | |
| 881 × 793 пикс. Открыть в новом окне | |
Примечания:
1. При толщине никелевого покрытия менее 3 мкм каплю раствора выдерживают на поверхности покрытия в течение 15 с. Одна капля при температуре 18-30°С снимает за 15 с 0,3 мкм никеля.
2. При увеличении содержания олова в покрытии сплавами олово-свинец (40) и олово-свинец (60) на каждый один процент олова уменьшают на 0,001.
3. При уменьшении содержания олова в покрытии сплавом олово-цинк (70) на 10% уменьшают на 0,075.
4. Методы контроля пористости покрытий
4.1. Методы основаны на взаимодействии основного металла или металла подслоя с реагентом в местах пор с образованием окрашенных соединений.
Методы применяют для контроля пористости медных, никелевых, хромовых, оловянных, серебряных покрытий и покрытий сплавами олова на деталях из стали.
Подготовка деталей - по пп. 1.3, 1.6 и 1.7.
При проведении контроля применяют раствор 32:
калий железосинеродистый - 3 г/дм3;
натрий хлористый - 10 г/дм3.