ГОСТ 20010-93 Перчатки резиновые технические. Технические условия
ГОСТ 20072-74 Сталь теплоустойчивая. Технические условия
ГОСТ 26319-84 Грузы опасные. Упаковка
ГОСТ 27597-88 Изделия электронной техники. Метод оценки коррозионной стойкости
ГОСТ 27651-88 Костюмы женские для защиты от механических воздействий, воды и щелочей. Технические условия
ГОСТ 27652-88 Костюмы мужские для защиты от кислот. Технические условия
ГОСТ 27653-88 Костюмы мужские для защиты от механических воздействий, воды и щелочей. Технические условия
ГОСТ 27654-88 Костюмы женские для защиты от кислот. Технические условия
ГОСТ 27772-88 Прокат для строительных стальных конструкций. Общие технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов по указателю "Национальные стандарты", составленному по состоянию на 1 января текущего года, и по соответствующим информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 9.008, ГОСТ 9.072, ГОСТ 12.0.002, ГОСТ 5272, ГОСТ 17.1.1.01, а также следующие термины с соответствующими определениями.
3.1 подготовка поверхности: Обработка основного покрываемого металла механическим, электрохимическим и/или химическим способом с целью улучшения адгезии лакокрасочного материала и коррозионных свойств окрашенной поверхности.
3.2 ржавчина: Видимые продукты коррозии, состоящие, в случае черных металлов, главным образом, из гидратированных оксидов железа.
3.3 окалина: Толстый слой оксидов, образующийся в процессе выплавки или горячей обработки стали.
3.4 степень загрязнения: Общее количество загрязнений: масляных, смазочных, солей, пыли на единице площади обрабатываемого изделия.
3.5 степень окисления: Условно оцениваемые коррозионные поражения поверхности основного обрабатываемого металла, имеющие различную химическую и физическую природу.
3.6 степень очистки от оксидов: Условно оцениваемые коррозионные поражения поверхности металла после обработки одним из способов удаления оксидов.
3.7 точка росы: Температура, при которой влага из воздуха конденсируется на твердой поверхности.
3.8 вторичная коррозия: Небольшое образование ржавчины на поверхности стали в результате подготовки поверхности.
3.9 конверсионное покрытие: Неметаллическое неорганическое покрытие, полученное в результате химического или электрохимического взаимодействия металла с раствором. В состав конверсионного покрытия входят ионы обработанного металла.
4 Общие требования
4.1 В производственных помещениях, предназначенных для подготовки поверхности и хранения изделий, температура окружающей среды должна быть не ниже 15°С, а относительная влажность воздуха - не более 80%.
При необходимости подготовку поверхности и хранение обработанных изделий проводят в помещении и на открытом воздухе при температуре окружающей среды не ниже 5°С.
Температура стальной поверхности, прошедшей подготовку поверхности к окрашиванию, должна быть на 3°С выше точки росы.
Примечание - Подготовку поверхности крупногабаритных изделий, а также конструкций, окрашиваемых на открытом воздухе или в помещении при температуре окружающей среды ниже 5°С, проводят по согласованию с заказчиком для кратковременной защиты. Классификацию изделий по габаритам - по ГОСТ 9.410.
4.2 Не допускается попадание на подготовленную поверхность изделия воды, коррозионно-активных жидкостей и их паров.
4.3 После подготовки поверхности изделия незамедлительно окрашивают. При необходимости хранение изделий после подготовки поверхности проводят при условиях, исключающих загрязнение поверхности и коррозию.
Сроки хранения:
при отсутствии неметаллических неорганических покрытий (фосфатного, хроматного и др.) - не более 16 ч;
при наличии неметаллических неорганических покрытий - не более 72 ч для изделий, окрашиваемых жидкими лакокрасочными материалами, и не более 16 ч - для изделий, окрашиваемых электро-осаждаемыми (ката- и анофорезными) и порошковыми полимерными материалами.
4.4 На поверхностях изделий, подлежащих подготовке к окрашиванию, не допускаются заусенцы, острые кромки радиусом менее 2,0 мм, сварочные брызги, наплывы пайки, прижоги, остатки флюса.
Наличие заусенцев, острых кромок, сварочных брызг и наплывов пайки и их расположение на поверхностях невидовых деталей допускается, если это установлено НД на изделие.
4.5 На поверхности литых изделий не допускаются неметаллические макровключения, пригары, нарушения сплошности металла в виде раковин, трещин, спаев, неровностей в виде приливов, утолщений, ужимин, складок, за исключением указанных в НД на отливки.
4.6 Горячеоцинкованный прокат под окрашивание изготавливают по НД, в которой предусматривают промасливание, но без пассивации и без узора кристаллизации.
4.7 Поверхности, подлежащие подготовке к окрашиванию, классифицируют по степеням загрязнения (таблица 1) и окисления (таблица 2).
Таблица 1 - Степени загрязнения и характеристики загрязненной поверхности
 | |
| 651 × 242 пикс. Открыть в новом окне | |
Таблица 2 - Степени окисления и характеристики окисленной поверхности
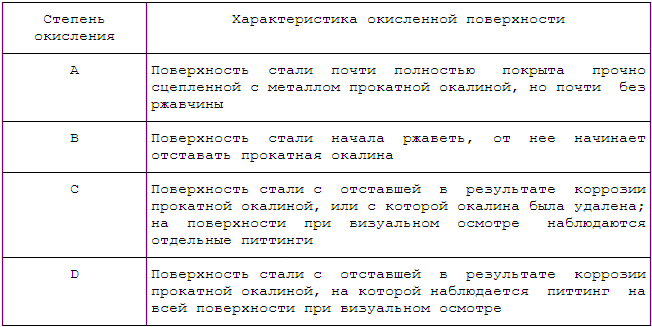 | |
| 652 × 327 пикс. Открыть в новом окне | |
4.8 Рекомендуется марку, тип и количество консервационных и технологических (прокатных) масел согласовывать с изготовителем металла.
Шероховатость металлических поверхностей - по ГОСТ 2789 и ГОСТ 9.032.
4.9 Для 1-го и 2-го классов покрытий по ГОСТ 9.032 допускается применение холоднокатаной стали с 1-й группой отделки поверхности по ГОСТ 9045 с содержанием поверхностного углерода не более 7  на поверхности. Данные показатели согласовываются между потребителем и изготовителем стали.
на поверхности. Данные показатели согласовываются между потребителем и изготовителем стали.
4.10 Оценку окисления поверхности цветных металлов и сплавов устанавливают с учетом рекомендаций приложения 2 ГОСТ 27597.
5 Подготовка поверхности
5.1 Основной целью подготовки поверхности является удаление с нее веществ, препятствующих окрашиванию и ускоряющих коррозионные процессы, а также получение поверхности, обеспечивающей требуемую адгезию с металлической подложкой лакокрасочного покрытия.
5.2 Подготовка поверхности состоит из ряда операций, первой из которых является очистка от загрязнений. Очистку допускается проводить механическими, химическими (при помощи питьевой воды, растворителей, химических продуктов), термическими (пламенем или отжигом) методами. Методы удаления загрязнений приведены в приложении Б.
5.3 Химические методы подготовки поверхности в основном используют на предприятиях автомобилестроения, машиностроения, приборостроения, производства бытовой техники и др. Механические методы подготовки поверхности используют при окрашивании крупногабаритных металлоконструкций в строительстве, нефте- и газодобывающей промышленности, судостроении и судоремонте, энергетике, городском хозяйстве и т.д.
5.4 При выборе метода подготовки поверхности учитывают исходное состояние поверхности, условия эксплуатации, материал и характеристики изделия.
5.5 Для придания поверхности дополнительной коррозионной стойкости после очистки проводят специальную химическую подготовку поверхности: фосфатирование, хроматирование, пассивирование. В результате химической подготовки поверхности формируются неорганические неметаллические покрытия, повышающие адгезию и срок службы последующего лакокрасочного покрытия.