5.11.5.5 Массовая концентрация масел в водных щелочных растворах, предназначенных для обработки методами погружения и распыления, - не более 2  .
.
5.11.5.6 Режимы и параметры щелочных водных растворов приведены в таблицах В.1, В.2 (приложение В), методы контроля и корректирования - в приложении Д.
5.12 Очистка от окалины, ржавчины и тяжелых загрязнений
5.12.1 Очистку поверхности от окалины и ржавчины проводят механическим, термическим или химическим способом. Очистку поверхности от тяжелых загрязнений (сварочного шлака, литейного пригара, оплавленных флюсов, шлифовальной пасты, остатков формовочной смеси, старых лакокрасочных покрытий и др.) проводят механическим способом.
5.12.2 Состояние исходной поверхности металла оценивают по таблице 2. Выбор степени очистки поверхности металлов 1-й и 2-й групп от окалины и ржавчины в зависимости от условий эксплуатации проводят по таблице 9.
Таблица 9 - Степень очистки поверхности металлических изделий от окалины и ржавчины в зависимости от условий эксплуатации
 | |
| 652 × 855 пикс. Открыть в новом окне | |
5.12.3 Поверхности изделий со степенью очистки 4 (таблица 9) окрашиванию не подлежат.
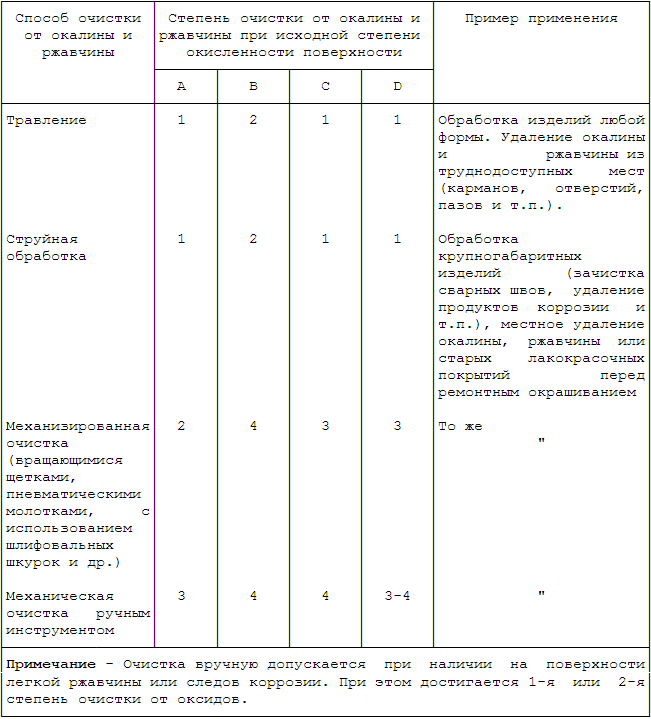
5.12.4 Выбор способа очистки поверхности металлов 1-й и 2-й групп от окалины и ржавчины, обеспечивающего требуемую степень очистки, проводят по таблице 10.
Таблица 10 - Максимальная степень очистки от окалины и ржавчины при использовании различных методов
 | |
| 651 × 719 пикс. Открыть в новом окне | |
5.12.5 Если срок службы применяемой системы лакокрасочного покрытия, например в результате абразивного износа, разрушающего воздействия веществ и т.п., меньше срока, установленного для этой системы в любых климатических условиях, допускается по согласованию с заказчиком и разработчиком изделия проводить окрашивание поверхности со степенью очистки 4.
5.12.6 Для изделий из металла толщиной 4 мм и более, эксплуатируемых в условиях В5 по ГОСТ 9.104, срок службы которых в результате абразивного износа и разрушающего воздействия агрессивных сред не более 12 мес, допускается окрашивать поверхности со степенями очистки от оксидов 3 и 4 с применением технологических схем подготовки поверхностей 1-3 по таблице 3, а также применять грунтовки-преобразователи ржавчины или преобразователи ржавчины.
5.12.7 Механическая очистка поверхности
5.12.7.1 Механическую очистку поверхности изделий проводят при помощи ручного и механизированного инструментов, специального оборудования, а также методами струйной абразивной и струйной водной обработок.
5.12.7.2 Ручную очистку проводят с использованием проволочных щеток, шпателей, скребков, абразивных шкурок, молотков для скалывания ржавчины.
5.12.7.3 Механизированную очистку проводят с использованием вращающихся проволочных щеток, различного типа шлифовальных приспособлений, отбойных молотков, игольчатых пистолетов.
Участки поверхности, не доступные для обработки механизированным инструментом, подготавливают вручную. Очистку проводят так, чтобы отсутствовали какие-либо повреждения или дефекты поверхности (риски, вмятины и т.п.).
5.12.7.4 Сухая абразивная струйная очистка
Центробежную абразивную струйную очистку проводят на неподвижных установках или в передвижных устройствах струйной очистки, в которых абразив поступает сначала на вращающиеся колеса или лопасти, а затем равномерно с большой скоростью разбрасывается на очищаемую поверхность.
Абразивная струйная очистка сжатым воздухом осуществляется путем подачи абразива в поток воздуха, подаваемого с высокой скоростью из сопла на очищаемую поверхность. Абразив может быть впрыснут в воздушный поток из сосуда, находящегося под давлением, или увлечен воздушным потоком в процессе засасывания из сосуда, не находящегося под давлением. В воздушно-абразивный поток допускается добавлять небольшое количество воды для устранения пыли в диапазоне размера взвешенных частиц менее 50 мкм. Расход воды составляет 15-25  .
.
Абразивную струйную очистку при помощи вакуума или всасывающей головки проводят с тем отличием, что сопло встроено во всасывающую головку, которая герметично закреплена на стальной поверхности и предназначена для сбора отработанного абразива и загрязнений. Воздушно-абразивный поток может быть затянут на поверхность также при использовании пониженного давления во всасывающей головке.
5.12.7.5 Влажная абразивная струйная очистка
Влажная абразивная струйная очистка со сжатым воздухом осуществляется аналогично струйной очистке со сжатым воздухом с добавлением жидкости (обычно питьевой воды), в результате чего поверхность очищают путем воздействия на нее потока воздуха, питьевой воды и абразива.
Суспензионная струйная очистка заключается в подаче смеси мелких абразивных частиц с жидкостью при помощи насоса или сжатого воздуха на очищаемую поверхность.
Струйную очистку жидкостью под давлением проводят при помощи потока жидкости (обычно - питьевой воды) с абразивом, который через сопло направляют на очищаемую поверхность. Поток представляет собой жидкость, находящуюся под давлением, а количество добавленных абразивов, как правило, меньше, чем при влажной абразивной струйной очистке сжатым воздухом. Абразив вводят либо в сухом виде (при помощи воздуха или без него), либо в виде жидкой пасты.
Струйная очистка со сметанием представляет собой частный случай использования струйной очистки и предназначена для очистки органических и металлических покрытий или для придания им шероховатости при удалении поверхностного слоя. Струйную очистку со сметанием проводят таким образом, чтобы покрытие с сильным сцеплением, находящееся под первым слоем, не было бы пробито и сорвано с оголением подложки при столкновении с абразивом. Требуемые условия очистки поверхности согласовываются между заинтересованными сторонами. Как правило, для струйной очистки со сметанием используют струю воздуха низкого давления и мелкий абразивный порошок.
Точечная струйная очистка представляет собой обычную форму струйной очистки сжатым воздухом, когда обработке на поверхности подвергаются только отдельные точки (например, пятна ржавчины или сварки).
Водная струйная очистка заключается в подаче струи питьевой воды под давлением на очищаемую поверхность. Давление воды зависит от удаляемых загрязнений, таких как водорастворимые вещества, рыхлая ржавчина и старые лакокрасочные покрытия с плохой адгезией. Если в процессе очистки в воду добавляют поверхностно-активные вещества, то необходима последующая промывка поверхности питьевой водой.
Обычно используют следующие методы водной струйной очистки:
- очистка струей питьевой воды с высоким давлением (70-170 МПа);
- очистка струей питьевой воды со сверхвысоким давлением (свыше 170 МПа).
5.12.7.6 Газопламенная очистка
Поверхность обжигают пламенем кислородно-ацетиленовой горелки. Окалину и ржавчину удаляют путем воздействия на них струи огня и высокой температуры. После очистки пламенем поверхность обрабатывают при помощи проволочных щеток с механическим приводом и перед окрашиванием дополнительно очищают от пыли и рыхлых загрязнений. Газопламенную очистку применяют при толщине металла не менее 6 мм.
5.12.7.7 Для струйной абразивной обработки применяют чугунную или стальную дробь по ГОСТ 11964 или шлифовальные материалы по ГОСТ 3647.
Струйную абразивную обработку проводят при толщине металла не менее 3 мм.
Допускается струйная абразивная обработка тонкостенных изделий, если при этом не нарушается их геометрическая форма.
5.12.7.8 Изделия из коррозионно-стойких сталей после очистки шлифовальным материалом подвергают травлению для удаления металлической пыли.
При использовании неметаллических абразивов травление не применяют.
5.12.7.9 После механической обработки проводят обдув поверхности сжатым воздухом по ГОСТ 9.010.
5.12.7.10 При влажной абразивной струйной очистке используют смесь абразива с водой в соотношении от 1:2 до 1:6.
5.12.7.11 Для предотвращения коррозии черных металлов в гидроабразивную суспензию вводят один из компонентов, приведенных в таблице 11.
Таблица 11 - Ингибиторы коррозии для влажной струйной абразивной очистки
 | |
| 651 × 294 пикс. Открыть в новом окне | |
5.12.8 Травление
5.12.8.1 Составы растворов и режимы травления черных и цветных металлов приведены в ГОСТ 9.305 и в таблице В.3 (приложение В).
5.12.8.2 Составы растворов корректируют путем добавления травильного концентрата или соответствующих компонентов.
5.12.8.3 Допустимые массовые концентрации солей железа в травильных растворах приведены в таблице 12.
Таблица 12 - Допустимые концентрации солей железа в травильных растворах
 | |
| 644 × 210 пикс. Открыть в новом окне | |