c) визуальному контролю качества обработки поверхности, особенно поверхности глубокой вытяжки и горловин или плечевой части кованых или закатанных днищ;
d) проверке маркировки;
e) контролю твердости материала баллонов, прошедших термообработку, в соответствии с А.8. Значения твердости должны быть в пределах, установленных для конструкции;
f) гидравлическому испытанию в соответствии с А.11. При выборе варианта 1 изготовитель должен определить соответствующий предел остаточного объемного расширения для используемого испытательного давления; при этом остаточное расширение должно быть не более 10% полного объемного расширения, измеренного при испытательном давлении.
6.8 Документ качества партии
При удовлетворительных результатах испытаний партии в соответствии с 6.6 и 6.7 должен быть оформлен документ качества партии. Пример такого документа представлен на рисунке Е.1 приложения Е.
6.9 Несоответствие требованиям контроля и испытаний
В случае несоответствия требованиям контроля и испытаний должны быть проведены повторные контроль и испытания или повторная термообработка и повторные испытания:
a) при получении неудовлетворительных результатов контроля и испытаний из-за ошибки при их проведении или ошибки в измерении должны быть проведены повторные контроль и испытания. Если результаты повторных контроля и испытаний удовлетворительные, то первоначальные результаты не учитывают;
b) если не выявлено ошибок в проведении контроля и испытаний, то должна быть установлена причина получения неудовлетворительных результатов:
1) если причиной неудовлетворительных результатов является термообработка, то изготовитель может подвергнуть баллоны, не прошедшие контроль и испытания, повторной термообработке, т.е. если неудовлетворительные результаты получены при испытании, представляющем опытный образец или партию баллонов, то должна быть проведена повторная термообработка всех представленных баллонов перед повторным испытанием. Однако, если неудовлетворительные результаты получены случайно при контроле каждого баллона, только эти баллоны должны быть направлены на повторную термообработку и повторный контроль:
- при любой повторной термообработке баллонов должна быть сохранена минимальная гарантированная толщина стенки;
- только испытания опытного образца или партии, необходимые для подтверждения пригодности партии, должны быть проведены снова. Если один или более показателей контроля и испытаний оказываются неудовлетворительными, то все баллоны этой партии должны быть отбракованы;
- при любой повторной термообработке баллонов должна быть сохранена минимальная гарантированная толщина стенки;
- только испытания опытного образца или партии, необходимые для подтверждения пригодности партии, должны быть проведены снова. Если один или более показателей контроля и испытаний оказываются неудовлетворительными, то все баллоны этой партии должны быть отбракованы;
2) если при контроле и испытаниях выявлены дефекты не из-за термической обработки, то все дефектные баллоны должны быть отбракованы или отремонтированы соответствующим методом; если отремонтированные баллоны прошли контроль, необходимый при ремонте, то они должны быть приняты как годные.
7 Требования к баллонам типа КПГ-2 (CNG-2) с кольцевой обмоткой
7.1 Общие положения
Настоящий стандарт не предоставляет расчетные формулы и не указывает допустимые напряжения или деформации, но требует, чтобы соответствие конструкции было установлено соответствующими расчетами и подтверждено испытаниями. Баллоны должны выдерживать испытания материалов, приемочные испытания опытных образцов, квалификационные и приемо-сдаточные испытания партии, определенные настоящим стандартом.
При повышении давления в баллоне этого типа смещение композиционной оболочки и металлического лейнера происходит совместно в продольном направлении. Из-за разных технологий изготовления баллонов настоящий стандарт не дает определенного метода для проектирования.
Конструкция должна обеспечивать вид повреждения "утечка до разрушения" при возможном разрушении баллона под давлением во время нормальной эксплуатации. Утечка в металлическом лейнере должна происходить только при развитии усталостной трещины.
При повышении давления в баллоне этого типа смещение композиционной оболочки и металлического лейнера происходит совместно в продольном направлении. Из-за разных технологий изготовления баллонов настоящий стандарт не дает определенного метода для проектирования.
Конструкция должна обеспечивать вид повреждения "утечка до разрушения" при возможном разрушении баллона под давлением во время нормальной эксплуатации. Утечка в металлическом лейнере должна происходить только при развитии усталостной трещины.
7.2 Материалы
7.2.1 Общие требования
Используемые материалы должны быть применимы для условий эксплуатации, указанных в разделе 4. Материалы конструкции должны быть совместимы.
Используемые материалы должны быть применимы для условий эксплуатации, указанных в разделе 4. Материалы конструкции должны быть совместимы.
7.2.2 Контроль химического состава
7.2.2.1 Сталь
Стали должны быть раскислены алюминием и/или кремнием и иметь структуру с преобладанием мелкого зерна.
Химический состав всех сталей должен быть заявлен и определен, по крайней мере:
Стали должны быть раскислены алюминием и/или кремнием и иметь структуру с преобладанием мелкого зерна.
Химический состав всех сталей должен быть заявлен и определен, по крайней мере:
a) содержанием углерода, марганца, алюминия и кремния во всех случаях;
b) содержанием хрома, никеля, молибдена, бора и ванадия и других специально добавляемых легирующих элементов.
Содержание серы и фосфора по результатам анализа плавки не должно превышать значений, указанных в таблице 3.
Таблица 3 - Максимальное содержание серы и фосфора
Содержание серы и фосфора по результатам анализа плавки не должно превышать значений, указанных в таблице 3.
Таблица 3 - Максимальное содержание серы и фосфора
Предел прочности, МПа | <950 | ≥950 | |
Содержание, %, не более | Серы | 0,020 | 0,010 |
Фосфора | 0,020 | 0,020 | |
Серы и фосфора | 0,030 | 0,025 | |
7.2.2.2 Алюминий
Алюминиевые сплавы можно использовать для изготовления баллонов, если они соответствуют всем требованиям настоящего стандарта и содержат свинца и висмута не более 0,003%.
Примечание - Перечень зарегистрированных сплавов находится в Алюминиевой ассоциации и называется "Регистрационные данные о международных обозначениях сплавов и пределах химического состава для ковкого алюминия и сплавов ковкого алюминия".
Алюминиевые сплавы можно использовать для изготовления баллонов, если они соответствуют всем требованиям настоящего стандарта и содержат свинца и висмута не более 0,003%.
Примечание - Перечень зарегистрированных сплавов находится в Алюминиевой ассоциации и называется "Регистрационные данные о международных обозначениях сплавов и пределах химического состава для ковкого алюминия и сплавов ковкого алюминия".
7.2.3 Композиционные материалы
7.2.3.1 Смолы
Материалом для пропитки могут быть термореактивные или термопластичные смолы. Примерами подходящих основных связующих материалов являются эпоксидная смола, модифицированная эпоксидная смола, термореактивные пластмассы на основе сложных полиэфиров и виниловых сложных эфиров, термопластичные материалы на основе полиэтилена и полиамида.
Температура стеклования материала на основе смолы должна быть определена в соответствии с АСТМ Д3418-99.
Материалом для пропитки могут быть термореактивные или термопластичные смолы. Примерами подходящих основных связующих материалов являются эпоксидная смола, модифицированная эпоксидная смола, термореактивные пластмассы на основе сложных полиэфиров и виниловых сложных эфиров, термопластичные материалы на основе полиэтилена и полиамида.
Температура стеклования материала на основе смолы должна быть определена в соответствии с АСТМ Д3418-99.
7.2.3.2 Волокна
В качестве армирующего материала должны служить стеклянные, арамидные или углеродные волокна. При использовании углеродного волокна конструкция должна иметь средства предотвращения электрохимической коррозии в металлических элементах баллона.
Изготовитель баллонов должен иметь: технические условия на композиционные материалы; рекомендации изготовителя материалов по хранению, условиям эксплуатации и сроку годности; сертификат изготовителя на материал, свидетельствующий о том, что каждая партия соответствует требованиям технических условий. Изготовитель волокна должен подтвердить, что свойства волоконного материала соответствуют техническим условиям на изготовление данной продукции.
В качестве армирующего материала должны служить стеклянные, арамидные или углеродные волокна. При использовании углеродного волокна конструкция должна иметь средства предотвращения электрохимической коррозии в металлических элементах баллона.
Изготовитель баллонов должен иметь: технические условия на композиционные материалы; рекомендации изготовителя материалов по хранению, условиям эксплуатации и сроку годности; сертификат изготовителя на материал, свидетельствующий о том, что каждая партия соответствует требованиям технических условий. Изготовитель волокна должен подтвердить, что свойства волоконного материала соответствуют техническим условиям на изготовление данной продукции.
7.3 Требования к конструкции
7.3.1 Испытательное давление
Испытательное давление, используемое при изготовлении, должно быть не менее 30 МПа (в 1,5 раза больше рабочего давления).
Испытательное давление, используемое при изготовлении, должно быть не менее 30 МПа (в 1,5 раза больше рабочего давления).
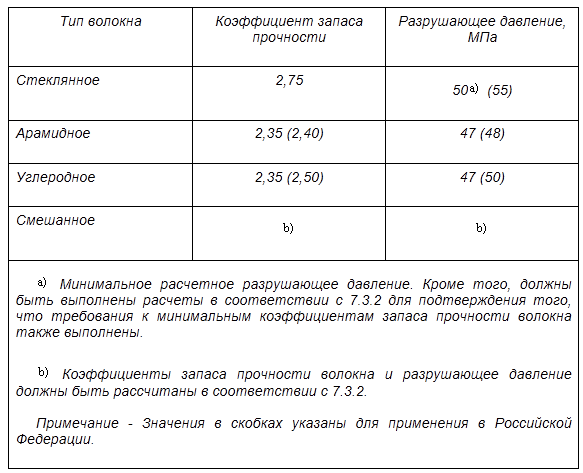
7.3.2 Разрушающее давление и коэффициенты запаса прочности волокна
Для металлического лейнера действительное разрушающее давление должно быть не менее 26 МПа.
Расчетное разрушающее давление должно быть не менее значений, указанных в таблице 4. Композиционная оболочка должна быть рассчитана на прочность при постоянной и циклической нагрузках. Прочность должна быть достигнута благодаря соответствию или превышению значений коэффициентов запаса прочности композиционной оболочки, указанных в таблице 4. Коэффициент запаса прочности определяют как напряжение в волокне при расчетном минимальном разрушающем давлении, разделенное на напряжение в волокне при рабочем давлении. Коэффициент запаса прочности баллона определяют как действительное разрушающее давление баллона, разделенное на рабочее давление.
Примечание - Для Российской Федерации коэффициент запаса прочности баллона - не менее 2,4. Действительное разрушающее давление баллона - не менее 48 МПа.
Таблица 4 - Минимальные расчетные значения разрушающего давления и коэффициентов запаса прочности волокна для баллонов типа КПГ-2 (СNG-2)
Для металлического лейнера действительное разрушающее давление должно быть не менее 26 МПа.
Расчетное разрушающее давление должно быть не менее значений, указанных в таблице 4. Композиционная оболочка должна быть рассчитана на прочность при постоянной и циклической нагрузках. Прочность должна быть достигнута благодаря соответствию или превышению значений коэффициентов запаса прочности композиционной оболочки, указанных в таблице 4. Коэффициент запаса прочности определяют как напряжение в волокне при расчетном минимальном разрушающем давлении, разделенное на напряжение в волокне при рабочем давлении. Коэффициент запаса прочности баллона определяют как действительное разрушающее давление баллона, разделенное на рабочее давление.
Примечание - Для Российской Федерации коэффициент запаса прочности баллона - не менее 2,4. Действительное разрушающее давление баллона - не менее 48 МПа.
Таблица 4 - Минимальные расчетные значения разрушающего давления и коэффициентов запаса прочности волокна для баллонов типа КПГ-2 (СNG-2)
 | |
| 583 × 473 пикс. Открыть в новом окне | |
Расчеты коэффициента запаса прочности волокна должны включать в себя:
a) метод анализа характеристик нелинейных материалов (специальная компьютерная программа или программа расчета методом конечных элементов);
b) моделирование кривой зависимости напряжений от упругопластических деформаций для материала лейнера;
c) моделирование механических свойств композиционных материалов;
d) расчеты при давлении автофреттирования, нулевом давлении после автофреттирования, рабочем давлении и минимальном разрушающем давлении;
e) расчет предварительных напряжений от натяжения намотки;
f) выбор минимального расчетного разрушающего давления таким образом, чтобы рассчитанное напряжение при этом давлении, разделенное на рассчитанное напряжение при рабочем давлении, соответствовало требованиям к коэффициенту запаса прочности для используемого волокна;
g) расчет распределения нагрузки между двумя или более разными волокнами, основанный на разных модулях упругости этих волокон, для баллонов со смешанным армированием. Требования к коэффициентам запаса прочности для волокна каждого отдельного типа должны соответствовать значениям, указанным в таблице 4.
Проверка коэффициентов запаса прочности волокна может быть проведена с использованием датчиков деформации. Применимый метод приведен в приложении G.
Проверка коэффициентов запаса прочности волокна может быть проведена с использованием датчиков деформации. Применимый метод приведен в приложении G.
7.3.3 Расчет напряжений
Напряжения в композиционном материале и в лейнере после предварительного напряжения должны быть рассчитаны для 0 и 20 МПа, испытательного давления и расчетного разрушающего давления. Расчет проводят с учетом нелинейного поведения материала лейнера для определения минимальной расчетной толщины стенки.
Для конструкций, использующих автофреттирование с целью обеспечения предварительного напряжения, должны быть рассчитаны пределы давления автофреттирования. Для конструкций, использующих намотку с регулируемым натяжением с целью обеспечения предварительного напряжения, должно быть рассчитано натяжение, требуемое в каждом слое композиционного материала, и последующее предварительное напряжение в лейнере.
Напряжения в композиционном материале и в лейнере после предварительного напряжения должны быть рассчитаны для 0 и 20 МПа, испытательного давления и расчетного разрушающего давления. Расчет проводят с учетом нелинейного поведения материала лейнера для определения минимальной расчетной толщины стенки.
Для конструкций, использующих автофреттирование с целью обеспечения предварительного напряжения, должны быть рассчитаны пределы давления автофреттирования. Для конструкций, использующих намотку с регулируемым натяжением с целью обеспечения предварительного напряжения, должно быть рассчитано натяжение, требуемое в каждом слое композиционного материала, и последующее предварительное напряжение в лейнере.
7.3.4 Максимальный размер дефекта
Максимально допустимый размер дефекта в любом месте металлического лейнера должен быть таким, чтобы баллон соответствовал требованиям циклического испытания давлением и "утечки до разрушения". Метод неразрушающего контроля должен обнаруживать максимально допустимый размер дефекта.
Допустимый размер дефекта для неразрушающего контроля должен быть определен соответствующим методом, например, как указано в приложении D.
Максимально допустимый размер дефекта в любом месте металлического лейнера должен быть таким, чтобы баллон соответствовал требованиям циклического испытания давлением и "утечки до разрушения". Метод неразрушающего контроля должен обнаруживать максимально допустимый размер дефекта.
Допустимый размер дефекта для неразрушающего контроля должен быть определен соответствующим методом, например, как указано в приложении D.
7.3.5 Горловины баллонов
Баллоны могут иметь одну или две горловины, расположенные в днищах. Осевая линия отверстий горловин должна совпадать с продольной осью баллона.
Баллоны могут иметь одну или две горловины, расположенные в днищах. Осевая линия отверстий горловин должна совпадать с продольной осью баллона.
7.3.6 Противопожарная защита
Конструкция баллона должна быть защищена предохранительными устройствами от повышения давления. Баллон, его материалы, предохранительные устройства и любой дополнительный изоляционный или защитный материал должны быть разработаны в комплексе так, чтобы обеспечить необходимую безопасность при пожаре в условиях, указанных в А.15. Изготовитель может определить альтернативное размещение предохранительных устройств на транспортном средстве с целью достижения безопасности.
Предохранительные устройства от повышения давления должны соответствовать стандарту, приемлемому для инспектора страны - потребителя баллонов.
Конструкция баллона должна быть защищена предохранительными устройствами от повышения давления. Баллон, его материалы, предохранительные устройства и любой дополнительный изоляционный или защитный материал должны быть разработаны в комплексе так, чтобы обеспечить необходимую безопасность при пожаре в условиях, указанных в А.15. Изготовитель может определить альтернативное размещение предохранительных устройств на транспортном средстве с целью достижения безопасности.
Предохранительные устройства от повышения давления должны соответствовать стандарту, приемлемому для инспектора страны - потребителя баллонов.
7.4 Конструкция и качество изготовления
7.4.1 Общие положения
Композиционный баллон должен быть изготовлен из лейнера с оболочкой из непрерывного волокна. Операция намотки волокна должна иметь компьютерное или механическое управление. Волокна должны накладываться при контролируемом натяжении во время намотки. После завершения намотки термореактивные смолы должны быть отверждены при нагревании в соответствии с предварительно определенной и контролируемой диаграммой "время - температура".
Композиционный баллон должен быть изготовлен из лейнера с оболочкой из непрерывного волокна. Операция намотки волокна должна иметь компьютерное или механическое управление. Волокна должны накладываться при контролируемом натяжении во время намотки. После завершения намотки термореактивные смолы должны быть отверждены при нагревании в соответствии с предварительно определенной и контролируемой диаграммой "время - температура".
7.4.2 Лейнер
Изготовление металлического лейнера должно соответствовать требованиям, установленным в 7.2, 7.3.2 и 7.5.2.2 или 7.5.2.3 для соответствующей конструкции лейнера.
Изготовление металлического лейнера должно соответствовать требованиям, установленным в 7.2, 7.3.2 и 7.5.2.2 или 7.5.2.3 для соответствующей конструкции лейнера.
7.4.3 Резьба горловины
Резьба должна быть выполнена чисто и ровно без нарушений сплошности поверхности и должна отвечать требованиям соответствующего стандарта.
Резьба должна быть выполнена чисто и ровно без нарушений сплошности поверхности и должна отвечать требованиям соответствующего стандарта.
7.4.4 Оболочка
7.4.4.1 Намотка волокна
Баллоны должны быть изготовлены методом намотки волокна. Во время намотки важные переменные параметры должны быть проконтролированы в пределах установленных допусков и документированы. Эти переменные параметры могут включать в себя (но не ограничены этим) следующее:
Баллоны должны быть изготовлены методом намотки волокна. Во время намотки важные переменные параметры должны быть проконтролированы в пределах установленных допусков и документированы. Эти переменные параметры могут включать в себя (но не ограничены этим) следующее:
a) тип и параметры волокна;
b) способ пропитки;