Футеровка горячей части зоны испарения, зоны дегидратации и зоны декарбонизации выполняется в соответствии с 11.3.1.2. Футеровку выполняют вперевязку отдельными панелями длиной, соответствующей длине зоны, без температурных швов. Футеровка на границах зон примыкает друг к другу обрезами, перпендикулярными продольной оси печи.
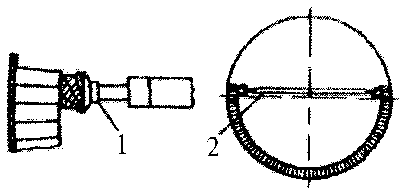
Для того чтобы правильно заложить первый ряд футеровки (прямолинейно по образующей печи), ее ведут по шнуру, натянутому между маячными (рисунок 51) кирпичами, которые, в свою очередь, устанавливают точно по центру нижних точек кожуха на расстоянии от 5 до 6 м один от другого по всей длине захватки.
 | |
| 715 × 262 пикс. Открыть в новом окне | |
1 – ось печи; 2 – корпус печи; 3 – закрепление «зачалки» (шнура); 4 – шнур; 5 – маячные кирпичи; 6 – кирпич для крепления упорного бруса; 7 –упорный брус
Рисунок 51 – Кладка первых рядов футеровки
После закладки первого ряда кладут второй ряд. Во избежание смещения выложенного уже ряда к нему с противоположной стороны прикладывают рейку длиной 2 м.
После укладки второго ряда рейку убирают и на её месте закладывают следующий, третий ряд, чем предотвращают возможность смещения ранее выложенной кладки.
Далее футеровку ведут от второго и третьего рядов в обе стороны, как правило, «убегающей» штрабой участками от 1,5 до 2 м.
В местах прохода через сварные швы кирпичи не подрезают, и они выступают внутрь печи на величину сварного шва.
Во время кладки необходимо следить за тем, чтобы образующийся на стыке панелей сплошной по окружности шов находился в плоскости кругового сечения корпуса печи с допусками на отклонения от прямого обреза не более ± 5 мм.
Все изделия должны укладываться широкой гранью строго по плоскости кругового радиуса печи. Для этого при кладке на растворе нужно несколько осаживать пятку (рисунок 52).
 | |
| 935 × 461 пикс. Открыть в новом окне | |
1 – толстый шов со стороны кожуха печи; 2 – толстый шов со стороны рабочей поверхноc- ти футеровки
Рисунок 52 – Дефектная кладка с «засечками»
Футеровку высокотемпературного участка печи (зоны экзотермических реакций и спекания) выполняют отдельными панелями длиной от 8 до 10 м каждая, между которыми оставляют температурные швы толщиной от 15 до 20 мм.
Обрезы на стыках панелей должны быть выполнены строго в плоскости, перпендикулярной оси печи.
Огнеупоры на магнезиальной основе (ГОСТ 21436), укладываемые непосредственно на кожух печи, устанавливаются без растворов, закладкой в швы пластины из мягкой стали.
Укладку магнезиально-шпинелидных огнеупоров (ГОСТ 21436) на изоляционном слое из шамотной лещадки (ГОСТ 390) выполняют на магнезиально-железистом мертеле (ТУ 14-8-227-77 [18]) затворенном жидким стеклом (ГОСТ 13078). По линии, проходящей строго вдоль образующей корпуса печи, укладывают на растворе ряд основного огнеупора, в обе стороны от него укладываются вперевязку 6–7 рядов шамотной лещадки также на растворе. Раствор должен наноситься на боковые грани и на грань, обращенную к кожуху. По уложенной лещадке последовательно вперевязку укладывают на растворе 9– 10 рядов основного огнеупорного изделия (см. рисунок 53).
 | |
| 470 × 262 пикс. Открыть в новом окне | |
1 – основной кирпич, уложенный на лещадку; 2 – основной кирпич закрепляющего ряда, уложенный на слой раствора; 3 – шамотная лещадка; 4 – корпус печи; 5 – слой рас- твора под закрепляющим рядом основного кирпича
Рисунок 53 – Фрагмент кладки магнезиально-шпинелидных огнеупоров на изоляционном слое из шамотной лещадки
Следующие за ними ряды основного огнеупорного изделия, по одному с каждой стороны от центральной нитки, укладываются на слой раствора толщиной от 10 до 15 мм, нанесенный непосредственно на кожух печи, образуя скрепляющие ряды, препятствующие перемещению футеровки по слою изоляции.
В процессе кладки необходимо следить за тем, чтобы крайний ряд основного огнеупорного изделия несколько нависал над краем шамотной лещадки, но не более чем на 20 мм, и упирался в ряд, уложенный непосредственно на кожух.
При футеровке отдельных зон или участков вращающейся печи штучными огнеупорами сначала их укладывают непосредственно с кожуха печи. По мере поднятия футеровки устанавливают подмости, с которых и продолжают кладку. Закрепив кладку, поворачивают печь для того, чтобы иметь возможность замкнуть кольцо целиком.
Крепление футеровки, дающее возможность поворота печи, осуществляют винтовыми металлическими распорами или безраспорным креплением (см. 11.3.1.7).
Винтовые металлические распоры должны применяться для крепления футеровки печей диаметром не более 3,5 м. Кладка в этом случае должна выводиться на 2–3 ряда выше нижней полуокружности печи. К последним рядам футеровки прикладываются прямые, чисто обрезанные доски или брусья толщиной от 50 до 60 мм так, чтобы они на 3/4 закрывали верхнюю торцевую поверхность изделия последних рядов. Прямая, соединяющая середины обеих досок или брусьев, должна проходить по центру либо несколько выше центра печи, как показано на рисунке 54.
 | |
| 405 × 193 пикс. Открыть в новом окне | |
1 – установка крепления у края футеровки; 2 – установкапервогорядараспор
Рисунок 54 – Крепление футеровки металлическими распорами
Между досками в одной плоскости устанавливаются металлические распоры на расстоянии от 0,5 до 1,2 м один от другого в зависимости от диаметра печи, массы футеровки, способа укладки и длины закрепляемого участка.
 | |
| 534 × 366 пикс. Открыть в новом окне | |
 | |
| 534 × 366 пикс. Открыть в новом окне | |
а–е – положения печи при поворотах; 1 – основное (первое) крепление распорами; 2 – дополнительное (второе) крепление распорами
Рисунок 55 – Порядок кладки и крепления кирпича винтовыми распорами при футеровке вращающейся печи
Футеровка из магнезиально-шпинелидных (ГОСТ 21436) огнеупоров должна крепиться двумя рядами распоров. Для этого, когда кладка вновь превысит половину окружности печи, устанавливают второе дополнительное крепление. Распоры дополнительного крепления устанавливают в промежутках между распорами основного крепления. Футеровку из остальных видов огнеупоров крепят только одним рядом распоров.
Второй поворот печи производят также на величину, равную или несколько меньшую 1/4 окружности.
 | |
| 222 × 183 пикс. Открыть в новом окне | |
Рисунок 56 – Временное крепление замка футеровки маяками из кирпича
Безраспорное крепление футеровки наиболее применимо на вращающихся печах любых размеров.
Примечание – Безраспорное крепление футеровки представляет собой прижимное устройство, передающее растягивающее усилие через пластину, приваренную к кожуху печи, на ее корпус.
Элементы безраспорного крепления устанавливаются по образующей печи (см.11.3.1.3) на расстоянии от 0,6 до 1,2 м друг от друга, в зависимости от диаметра печи, массы футеровки, способа укладки кирпича и длины закрепляемого участка (рисунок 57).
 | |
| 945 × 431 пикс. Открыть в новом окне | |
1 — кожух; 2 — пластина; 3 — футеровка; 4 — прижимная доска; 5 — вилочный болт;
6 — гайка; 7 — опорная плита; 8 — палец; 9 — гнездо
Рисунок 57 – Безраспорное крепление футеровки вращающейся печи
После приварки пластин крепления, по ранее уложенной футеровке выполняют еще два ряда, оставляя гнезда для удаления пластин после окончания кладки на всей захватке. Затем устанавливаются прижимные доски толщиной от 50 до 60 мм с вырезанными в них отверстиями под проход вилочного болта, как показано на рисунке 57, опорную плиту и закручивают гайку. Прижимная доска должна закрывать не менее 2/3 кирпича верхнего ряда по направлению вращения печи. В местах неплотного прилегания прижимной доски к огнеупорному изделию между ними забивают деревянные клинья. После проверки плотности крепления и удаления механизмов и персонала печь готова к повороту.
Количество поворотов печи зависит от ее диаметра. Для замыкания футеровки печи диаметром 3 м требуется три поворота, а печи диаметром 7 м – пять поворотов. После последнего поворота печи должен забиваться замок стандартным, подобранным изделием по толщине, без подтески. После установки замка пластины крепления вырезают, а оставшиеся ниши заделывают кирпичом на растворе, аналогичном тому, на котором выполнялась футеровка данной зоны, либо на металлических пластинах.
Вертикальное перемещение поддонов внутри циклонов и газоходов производят с помощью электроталей на монорельсах, закрепленных на перекрытии газоходов ΙΙ–ΙV ступеней (см. рисунок Ж.14 приложения Ж).
Газоход Ι ступени футеруют, начиная с нижнего участка вертикальной шахты, последовательно, отдельными частями, ограниченными разгрузочными полками, как показано на рисунке 58.
Вначале выполняется в полкирпича кладка из диатомитового кирпича (ГОСТ 2697), затем укладывается на ребро перлитокерамические плиты толщиной 50 мм и далее осуществляют кладку фасонными шамотными изделиями без перевязки швов, отдельными вертикальными рядами на растворе из глиноземистого цемента (ГОСТ 969). Максимальная толщина горизонтальных швов должна быть 2 мм, а вертикальных – 3 мм.
 | |
| 683 × 436 пикс. Открыть в новом окне | |